Технология ремонта автомобилей: Общие требования к технологии ремонта автомобиля – Технология капитального ремонта машин и агрегатов
- 30.01.2021
ExecuteReader: Свойство CommandText не инициализировано
ExecuteReader: Свойство CommandText не инициализированоExecuteReader: Свойство CommandText не инициализировано
Описание: Необработанное исключение при выполнении текущего веб-запроса. Изучите трассировку стека для получения дополнительных сведений о данной ошибке и о вызвавшем ее фрагменте кода.Сведения об исключении: System.InvalidOperationException: ExecuteReader: Свойство CommandText не инициализировано
Ошибка источника:
Необработанное исключение при выполнении текущего веб-запроса. Информацию о происхождении и месте возникновения исключения можно получить, используя следующую трассировку стека исключений.
|
Трассировка стека:
|
Информация о версии: Платформа Microsoft .NET Framework, версия:4.0.30319; ASP.NET, версия:4.7.3062.0
Технология ремонта одной машины — АвтоТоп
2.1 Наружная очистка и мойка машин
Наружная очистка и мойка машин осуществляется в первом цехе ремонтной мастерской на ОМ-8-30, оборудованный пожарными рукавами и подогревом воды, под высоким напором. Для снятия большого слоя грязи имеются скребки и лопаты. Отработанная вода и смытая грязь, проходя через решетки, сливаются в дренажные отверстия.
2.2 Разборка машин на агрегаты и узлы
Разборка машин на агрегаты и узлы происходит в первом цехе ремонтной мастерской.
В зависимости от вида производимого ремонта разборка начинается с слива масла из картеров, топлива из баков или жидкости из радиатора. Затем, снимаются узлы (генератор, масляный или топливный насос, пусковой двигатель и др.) или весь двигатель, который возможно направить во 2-й цех, где производится капитальный ремонт всего двигателя или отдельных узлов.
Некоторые агрегаты и узлы разбирают непосредственно на месте общей разборки, а также после очистки и сборки на местах их ремонта и сборки (топливный бак, воздухоочиститель, масляный и водяной радиаторы, электрооборудование и т.д.)
При разборке используют ручной инструмент — гаечные ключи различных конструкций (рожковые, торцовые, трешетные и коловоротные). Для отвинчивания гаек и болтов служат рожковые ключи соответствующего размера, а также специальные головки.
Технологическая документация на разборку отсутствовала и последовательность разборки контролировал квалифицированный специалист. После разборки крепежные детали (болты, гайки, стопорные и пружинные шайбы) укладывали в общую посуду с дизельным топливом для промывки, при этом одинаковые обезличивались. Соответствие применяемой технологии требованиям типовой технологии, использование достижений науки и передовой практики не может быть я речи.
2.3 Мойка агрегатов и узлов
Мойка агрегатов и узлов производится в ОМ-837Г с вращающимся гидрантом в течение получаса во втором цехе. Применяемые моющие средства МС-8, сода кальцинированная или порошок неизвестной марки.
2.4 Разборка агрегатов и узлов
Нами наблюдалась разборка двигателя КамАЗ во втором цехе, привезенного на капитальный ремонт.
Разборка производилась на отдельные детали без технологической документации и в произвольном порядке, болты и гайки складывались в общую кучу, что привело к длительной сборке из-за поиска крепежных деталей.
Снятие клапанов с головок производилась без специального инструмента — просто устанавливали поршневой палец и били со всей силы молотком.
Снятые поршни и шатуны нумеровались и складывались в кучу.
2.5 Мойка и очистка деталей
Очистка и мойка деталей производилась в посуде с дизельным топливом с помощью тряпки и щеточки, а затем вымытую деталь споласкивали чистым дизельным топливом с последующей просушкой или без просушки.
2.6 Дефектация деталей
Дефекты выявлялись внешним осмотром, замером инструментом или на слух. Характерные дефекты.
у корпусов наблюдались трещины, износ посадочных мест; у валов износ посадочных мест под подшипники или износ шлицевых зубьев; у шестерен -выкрашивание или поломка зубьев;
у упорных и конических подшипников выявлялся износ по высоте, а у роликовых и шариковых — износ беговых дорожек.
У коленвала соответствие размеров проверяли микрометром, а также возможно было произвести проверку на биение. Замером определяли соответствие размеров верхних втулок
Технологической документацией при дефектации служили плакаты, где были приведены ремонтные размеры коленвалов, гильз цилиндров, втулок шатуна и некоторых других деталей под разные марки автомобилей и тракторов.
2.7 Восстановление деталей
В первом ремонтном цехе установлен автоматический наплавочный станок А-580М, но он был в неисправном состоянии.
Во втором цехе установлен станок для расточки верхних втулок шатунов, стенд для притирки клапанов ОПР, станок для шлифовки коленчатых валов ЗА-423, хонинговальный станок ЗА-833(410).
2.8 Комплектовка деталей
Комплектование деталей не производится, так как устанавливаются старые детали на свои места или заменяются новыми. Детали, подлежащие восстановлению маркируются и складируются. Негодные детали сдаются на металлолом.
2.9 Сборка узлов и агрегатов
Сборка узлов производится в цехе, где проводился ремонт, в обратной последовательности разборке. Применяется тот же инструмент, что и описанный выше.
По возможности агрегаты полностью собираются на «земле», а затем подъемными кран-балками устанавливаются на свои рабочие места.
2.10 Обкатка и испытание двигателей
Для обкатки дизельных двигателей используют стенд КИ-4893, АИ-43698 и СТЛ-3440; а для обкатки карбюраторных двигателей стенд КИ-2139А.
По технологии обкатки длительность холодной приработки находится в пределах 20. .30 минут, а в действительности двигатель КамАЗ «крутили» в течение 2 часов с охлаждением цилиндров водой и подачей топлива через топливный насос, при этом топливо циркулировало по замкнутому циклу бачок-шланг-насос-трубопроводы высокого давления-бачок.
Холодную обкатку можно проводить начиная с малых оборотов с постепенным их повышением, для чего есть реостат, позволяющий изменять число оборотов асинхронного двигателя, приводящий во вращение коленвал.
Горячая обкатка проводится начиная с малых оборотов и используя в качестве нагрузки асинхронный двигатель с постепенным повышением числа оборотов ДВС и нагрузки реостатом. Ее длительность составляет приблизительно 2,5-3 часа.
Перед началом обкатки заливают свежее масло, а после окончания обкатки масло сливают, заливают новое с некоторым содержанием дизельного топлива и промывают двигатель в течение 5 минут и затем снова сливают. Промывают масляный фильтр.
Во время работы периодически контролируют режим обкатки: следят за подачей топлива и воды, исправности и установленных режимов аппаратуры стенда.
2.11 Сборка машин
Привезенные двигатели устанавливались с помощью кран-балок на разобранную машину, при этом двигатель центрировали с коробкой передач. Затем устанавливаются воздушный фильтр, соединяются трубопроводы, генератор, стартер (с пусковым двигателем), аккумулятор,
2.12 Обкатка машин
Заливают новое масло, охлаждающую жидкость (воду) и проводят пробный пуск, дают проработать некоторое время и затем глушат. После чего проверяют наличие течи жидкости через уплотнения, проводят при необходимости подтягивание.
После проведенного внешнего осмотра машину можно эксплуатировать с неполной нагрузкой, которую в течение некоторого периода приводят к номинальной.
2.13 Окраска машин
Предварительно окрашиваемую поверхность очищают от грязи и ржавчины, обезжиривают и наносят грунтовку или шпатлевку. Дают ей высохнуть в течение суток и шлифуют мелкой шкуркой.
Окраска машин проводится на улице при хорошей погоде с помощью ручного пневматического пулевиризатора. Краску разводят растворителем № 646 или ацетоном до необходимой кондиции.
Окрашенную машину сушат в тенистом и хорошо проветриваемом месте в течение суток.
Курская государственная сельскохозяйственная академия
имени профессора И.И.Иванова
Кафедра ТМ и РМ
«Технология ремонта машин»
студент И 4.3 Сотников А.А.
Проверил: Алехин Ю.Г.
Деталь- валик шестерни привода № по каталогу 17347;
Материал: сталь 45;
Термообработка: Закалка ТВ4 на участке В=65мм на глубину 1.0- 2.5мм;
Твердость: по Роквеллу (шкала С) ≥ 48;
Вес в обработанном виде: 0.235кг;
Дефект: износ шлицов по толщине.
Данный курсовой проект включает в себя страниц рукописного текста, общий вид
конструкции приспособления для ремонта, выполненного на формате А1. Чертеж
участка для восстановления детали выполнена на А4.
Технический процесс включает титульный лист, карту эскизов и маршрутные
карты, выполненные на бланках стандартного образца, приложенных к записке.
В записке приведены расчеты по предполагаемому способу восстановления
заданной детали, расчеты конструкции приспособлены и экономическая
целесообразность предполагаемого способа.
1 Способы восстановления
1.1 Возможные способы восстановления
1.2 Выбор способа восстановления
2 Технологическая часть
2.1 Основные дефекты детали
2.2 Технологические требования на восстановление детали
2.3 Краткое описание технологического процесса восстановления и
совершенствование существующих технологических процессов
2.4 Расчет режимов восстановления
2.5 Расчет режимов резанья
2.6 Расчет минимальных припусков и выбор табличных
2.7 Расчет норм времени на восстановление детали и механическую обработку
2.8 Экономическая оценка предлагаемого способа
3 Конструктивная часть
3.1 Назначение приспособления и технологическая характеристика
3.2 Устройство и принцип работы приспособления
3.3 Расчет сила прижима (закрепления)
3.4 Расчет деталей приспособления на прочность
Список используемых источников
Ремонт машин, как производственный процесс восстановления утраченной
работоспособности, является очень важной в условиях современной эксплуатации
транспортных средств. По мере увеличения наработки машин под действием
нагрузок и окружающей среды скатаются формы рабочих поверхностей и
изменяются размеры деталей, увеличиваются зазоры в подвижных и снижаются
натяги в неподвижных соединениях; нарушаются взаимное расположение
деталей, что приводит к возникновению дополнительных нагрузок и вибраций,
снижаются упругие свойства, откладывается нагар и накипь, появляется
усталостные и коррозионные разрушения и т.д.
В результате перечисленных процессов отдельные детали и соединения при
различных наработках теряют работоспособность.
В своем курсовом проекте я рассмотрю наиболее эффективный и качественный
метод восстановления по толщине электродуговой сваркой с последующей
Для обработки под ремонтный размер, подстановки дополнительной ремонтной
детали, обработки до выведения следов износа и приданья правильной
геометрической формы и перекомплектовки, износы поверхностей устраняют
слесарной или механической обработкой с изменением их первоначальных
размеров. Для получения необходимой посадки применяют соединяемые детали с
измененными параметрами или ставят компенсатор износа (кольца, бандажи,
втулки и т.д.). Иногда поверхность детали обрабатывают до придания ей
правильной геометрической формы (нажимные диски, плоскости головок
При пластическом деформировании размеры изношенных поверхностей
восстанавливают за счет перераспределения метала от нерабочих участков детали
к рабочим. Объем детали остается постоянным. Основные достоинства этих
способов: не требуется присадочный материал, простота, высокие
производительность и качество.
Технология восстановления деталей полимерными материалами отличается
простотой и доступностью (используют в полевых условиях), низкой
себестоимостью, высокой производительностью и хорошим качеством.
Ручная сварка и наплавка получила широкое применение из-за простоты и
доступности. В то же время она малопроизводительна, материалоемкая, не всегда
обеспечивает высокое качество.
Механизированные способы сварки и наплавки могут быть автоматическими и
полуавтоматическими. Большинство этих способов обеспечивает высокие
производительность и качество.
При дуговых способах источники теплоты для плавления присадочного материала
и поверхности детали- теплота электрической дуги.
При без дуговых способах таким источником служат потери от вихревых токов
(ТВЧ), джоулева теплота (электрогилаковая наплавка, контактная приварка),
теплота сгораемых газов и др.
Ручные и механизированные сварочно-наплавочные способы получили
наибольшие применение (75…80% общего объема восстановления). Их
недостатки- термическое воздействие на основной металл, в том числе на
невосстанавливаемые поверхности, деформация деталей, значительные припуски
на механическую обработку. Применение большинства из этих способов
целесообразно для восстановления сильно изношенных деталей.
При напылении расплавленный присадочный материал (проволока или порошок)
с помощью сжатого воздуха распыляется и наносится на подготовленную
поверхность детали. Способы напыления различают в зависимости от источника
1) дуговое- теплота электрической дуги;
2)газопламенное теплота газового пламени Изм.
Напыляют металлы, полимеры и др. При напылении металла процесс называют
металлизацией. Большинство способов напыления характеризуются высокой
производительностью, позволяет достаточно точно регулировать толщину
покрытия и припуск на механическую обработку. Серьезный недостаток
напыления- низкая сцепляемость покрытий с основной. Для её повышения
применяют нанесение специального подслоя, последующее оплавление и др.
В основе гальванических способов лежит явление электролиза. Их различают по
виду осаждаемого металла, роду используемого тока, способу осаждения и др.
Гальванические способы высокопроизводительны, не оказывают термического
воздействия на деталь, позволяют точно регулировать толщину покрытий и свести
к минимуму или вовсе исключить механическую обработку, обеспечивают
высокое качество покрытий при дешевых исходных материалах. Также способы
применяют для восстановления мало изношенных деталей. Недостатки
гальванопокрытий- многооперационность, сложность и экологическая вредность
Термическую обработку применяют для упрочнения и восстановления физико-
механических свойств деталей (упругости пружин).
При химико-терапических способах происходит диффузное насыщение
поверхности детали тугоплавкими металлами (хромом, титаном и др.) при
некотором изменении размеров. Эти способы применяют для восстановления и
повышения износостойкости малоизношенных деталей (плунжеров и т.д..).
I способы восстановления
Возможные способы восстановления
а) Электродуговая наплавка- ведет на постоянном и переменном токе, плотностью
10…20 А/мм² и напряжение 18…20 В. Применяются при сваривании различных
деталей из стали и при наплавке , Коэффициент наплавки зависит от присадочного
материала, электролитов, их состава (проволоки и покрытия), рода и поляризации
тока К=8… 12 ²/А 4 . Дуга должна быть короткой: скорость наложения шва ;
диаметр электрода минимальным.
в) Вибродуговая наплавка представляет собой разновидность автоматической
наплавки под слоем флюса и в среде защитных газов. Особенность- вибрация
электродной проволоки с частотой 50..10Гц и амплитудой 1…3мм в плоскости,
перпендикулярной поверхности детали с одновременными охлаждением
наплавления слоя. Охлаждающая жидкость, превращалась в пар выполняет
функцию защитной среды. Наплавку ведут постоянным током обратной
полярности при U=16…24В скорости подачи провалаки0.75…3м/мм
с) Наплавка под слоем флюса представляет собой процесс, когда в зону горения
эл. дуги или газового пламени подают электрод и флюс для защиты сварочной
ванны с расплавленным металлом. Флюс под действием теплоты дуги пламени
плавится и образует защитный слой, предохраняя расплавленный металл от
окисления, угара. Наплавленная поверхность детали должна иметь диаметр не
Сварочную головку с электродной проволокой смещают от зенита против
вращения детали на расстоянии 5…30 мм. Устанавливают Усб, n, сварочной
головки и скорость движения эл. проволоки. Затем отключают источник питания
сварочной дуги, привод токарного станка, подачу проволоки, флюса и наплавляют
d) Наплавку в среде защитных газов применяют для восстановления поверхностей
деталей машин, изготовленных из мало- и среднеуглеродистых сталей и чугуна. В
качестве защитной среды используют аргон, СО2, водяной пар. Защитный газ эл.
проволоку подают в зону горения дуги с помощью специальной горелки. При
выходе из сопла горелки защитный газ оттесняют от наконечника и эл. проволоки,
воздух, препятствуя отсечению расплавленного металла. Источник питания дуги –
постоянный ток обратной полярности, полученный от сварочных
преобразователей и выпрямителей. Процесс наплавки в среде защитных газов
имеет высокую производительность. На наплавленном слое отсутствует шлаковая
1.2 Выбор способа восстановления
Для восстановления детали выбирают способ, который обеспечивал бы
максимальный ресурс и минимальные затраты труда материалов.
При выборе способа восстановления учитываются несколько критериев:
1 критерий применяемости: он позволяет определить применяемость способа для
восстановления детали. Износ шлицов по толщине можно восстанавливать
следующим способами: электродуговой или вибродуговой насадкой, а так же
наплавкой под слоем флюса и в среде защитных газов. Чтобы не было коробления
вала, поочерёдно наплавляют противоположно расположенные шлицы.
Наплавленные шлицы подвергают механической обработке под номинальный
2 критерий долговечности: он численно выражается коэффициентом
долговечности, который равен отношению ресурса восстановленной детали к
ресурсу новой. Изношенные шлицы по толщине будем восстанавливать
электродуговой наплавкой с последующей обработкой под номинальный размер
Далее выполняем токарную, фрезерную и шлифовальную обработки.
Точение: наиболее распространенный метод обработки наружных, внутренних и
торцевых поверхностей и тел вращения. Точение осуществляется на токарных
станциях, токарными резцами. Заготовку крепят в шпинделе станка, и она
вращается, а резец совершает продольное или поперечное поступательное
Фрезерия – метод обработки с помощью фрез. Фреза представляет собой
режущий инструмент в виде тела вращения, обрабатываются поверхности или на
торце которой расположены режущие зубья. Главное движение при фрезеровании
– вращательное перемещение фрезы, движение подачи – наступательное
перемещение заготовки или фрезы. Отдельный зуб фрезы за время одного её
полного оборота находящегося в комплекте с обрабатываемой поверхностью
детали, иметь оптимальное малое время, большую часть времени зуб проходит по
воздуху и охлаждения. Глубину резания выбирают в зависимости от припуска на
обработку. При припуске на обработку более 5 мм. Фрезерование ведут в 2 или
более проходов. По д-м выбирают максимально возможной (может быть
ограничена: шероховатостью, пропастью зуба фрезы, жесткостью системы
Шлифование – метод обработки материалов с помощью инструментов, режущим
элементом которой служат твёрдые зёрна абразивных инструментов, материалов.
В процессе резания снимается очень мелкая стружка. Шлифование служит
окончательной обработкой детали. Шлифование обеспечивает 4-100 классы
шероховатости обрабатываемой поверхности и точность размеров по 6-11
квалитетам. Абразивным инструментом являются круги для шлифования,
сегменты и бруски.
Фрезерование шлицев будет производить на горизонтально-фрезерном станке.
II Технологическая часть
2.1 Основные дефекты
Основными дефектами валика шестеренки привода являются:
а) повреждение центровых отверстий.
Устанавливается осмотром. Восстанавливается проворачиванием фасок
б) Износ наружной поверхности под втулку. Устанавливается замером диаметра
микрометром 0-25 мм. Способ восстановления — наварки.
в) Износ шлицов по толщине. Устанавливается замером толщины шлицов
штангенциркулем; замером зазора в сопрягаемых деталях лентой поверочной.
Способ восстановления – заварка с последующей обработкой.
2.2 Технические требования на восстановление детали.
1. Медная или графитовая пробка должна выступать не менее чем на 5 мм над
2. Трещины и пережоги на наваренной поверхности не допускаются.
3. Поверхность шлицов должна быть чистой и гладкой. Забоины и заусенцы не
2.3 Краткое описание технологического процесса
восстановления совершенствование существующих
Деталь после разборки в моечное отделение, где моется в моечном растворе.
После мойки транспортируется на участок дефектовки, а затем на участок
восстановления, где производится наплавка. Поставить в отверстие Ø 5мм медную
или графитовую пробку и закрываем валик листовым асбестом. Завариваем
впадины между изношенными шлицами электродом Э 70 (ГОСТ – 2523-51) Ø 3
мм; одновременно навариваем наружную поверхность до Ø18+1 мм по длине
шлицов. Устанавливаем валик в центре токарного станка и проверим биение
средней части валика по неизношенной поверхности Ø 16 мм. При длине более
0,05 мм выправляем валик на плите. Протягиваем и прошлифовываем в центрах
стакана наваренную поверхность валика до Ø 16-0,002 мм. Фрезеруем шлицы:
установив фрезу по неизношенной стороне незаваренной шлицевой наплавке.
Отпиливаем шлицевую поверхность до
Ø 13 – 0,240 – 0,360 или с проверкой посадки сопрягают детали. Выбиваем пробку
из отверстия Ø 5 мм или при необходимости выверчиваем её сверлом её сверлом
Величина сварочного тока влияет не только на глубину провара, но и на форму
Длина дуги существенно влияет на качество получения сварных швов заданных
размеров и форм.
При ручной дуговой сварке основными характеристиками являются: сила
сварочного тока, напряжение на дуге, скорость перемещения электрода вдоль
крепок, род тока, полярность и др.
1.Тип электрода подбирают по данным изготовителя электродов, диаметр – по
толщине основного металла и форме сечения сварного шва.
КУРСОВАЯ РАБОТА ПО ТЕМЕ
“Технология ремонта автомобилей”
для специальности 1705 Техническое обслуживание и ремонт автомобильного транспорта
СТУДЕНТ: Агафонов А.В.
КОНСУЛЬТАНТ: Крейнин А.А.
I. Ремонт кузовов и кабин
1.1. Дефекты кузовов и кабин
1.2. Технологический процесс ремонта кузовов и кабин
1.3. Ремонт неметаллических деталей кузовов
II. Качество ремонта автомобилей
III. Незначительные прогибы на пологих лекальных по-
верхностях, видимые при боковом освещении
IV. Вмятины на поверхностях типа:
а) угол, крутой лекальный переход, размеры поврежде-
ния глубиной до 1 см, площадью около 20 см2,
б) пологих глубиной до 0,5 см, площадью около 15 см2
V. Прогибы до 1 см глубиной, площадью около 30 см2, со-
провождаемые вспучиванием прилегающих пологих по-
VI. Восстановление поверхностей, значительно поврежден-
VII. Лакокрасочные работы
1.1. Дефекты кузовов и кабин
Характерными дефектами деталей кузовов, кабин и оперения (рис. 1) являются коррозионные повреждения, механические повреждения (вмятины, обломы, разрывы, выпучины и т.д.), нарушение геометрических размеров, трещины, разрушения сварных соединений и др.
Коррозионные разрушения — это основной вид износа металлического кузова и кабин. Здесь имеет место электрохимический тип коррозии, при котором происходит взаимодействие металла с раствором электролита, адсорбируемого из воздуха. Особенно сильно развивается коррозия в труднодоступных для очистки местах, где периодически попадающая в них влага сохраняется длительное время, и, в связи с повышением температуры окружающей среды, происходит интенсификация реакции окисления. Коррозионные разрушения встречаются также в результате контакта стальных деталей с деталями, изготовленными из дюралюминия, пластмассы, влажной древесины и других материалов.
Трещины возникают в результате усталости металла, нарушения технологии обработки металла, применения низкого качества стали, дефектов сборки узлов и деталей, недостаточной прочности конструкции узла, а также в подверженных вибрации местах.
Разрушения сварных соединений происходят в результате некачественной сварки, воздействия коррозии, вибрации и нагрузок при нормальной эксплуатации автомобиля либо в результате аварийных повреждений.
Механические повреждения (вмятины, перекосы, разрывы и т.д.) являются следствием перенапряжения металла в результате ударов и изгибов, а такжевследствие непрочного соединения деталей.
Рис. 1. Характерные повреждения:
а — цельнометаллический кузов
7 — передний и задний проемы ветровых стекол;
2 — дверные проемы;
3 — стоики под крышу;
4 — передние и задние лонжероны;
5 — левый и правый пороги основания; 6 -днище;
7 — левый и правый задние брызговики;
8 — нарушение геометрических размеров; 9 — верх и низ соответственно левого и правого задних брызговиков; 10 — левый и правый передние брызговики;
б — кабина грузового автомобиля:
7 — разрушение сварочных швов; 2— разрывы; 3 — вмятины и выпучины;
4 — прогиб и перекосы стоек; 5 — пробоины; 6 — коррозия; 7 — трещины
Правка панелей с аварийными повреждениями предусматривает работы по вытягиванию, выравниванию, выдавливанию и выколачиванию деформированных частей кузова или кабины для придания им первоначальной формы и размеров. При выполнении этих операций необходимо, чтобы растягивающее усилие было приложено под тем же углом, под которым была приложена сила, вызвавшая повреждение. Чтобы растяжение было регулируемым, напротив точки приложения растягивающей силы должна быть приложена противодействующая сила. При выполнении этих работ необходим контроль за процессом растяжения, а также за возможными попутными деформациями, вызванными растягивающим усилием.
Правку аварийных кузовов и кабин выполняют на стендах (рис. 3) с использованием комплекта приспособлений (рис. 4). Усилия растяжения и сжатия создают рабочими цилиндрами 7, 3 (см. рис. 3), в которые жидкость поступает от насоса. Для правки кузов 4 устанавливают на подставки б, которые закреплены на фундаментной раме 2. На подставки опираются силовые поперечные трубы, которые губками зажимов закрепляют за ребра жесткости порогов кузова. Крепление последнего к раме выполняют расчалоч-ными приспособлениями 5. Предварительной правкой устраняют глубокие вмятины (рис. 4, б), изгибы (рис. 4 в) и перекосы (рис. 4, г). Так как в процессе правки могут образоваться трещины или разрывы, которые в дальнейшем необходимо устранить, правку проводят перед сварочными работами.
Рис. 3.Стенд для правки кузова легкового автомобиля:
1,3 — рабочие цилиндры; 2 — рама; 4 — кузов;
5 — расчалочное приспособление; 6 — подставка
Удаление поврежденных участков кузовов и кабин выполняют газовой резкой, электрифицированным фрезерным инструментом или пневматическим резцом. Преимущества пневматического резца — это высокая производительность труда (0,08-0,1 м/с) по сравнению с газовой резкой (0,02 м/с) и лучшее качество, кромок в местах вырезки. Дефектные участки размечают с помощью шаблонов и мела, а затем удаляют. При удалении дефектных участков кузова или кабины необходимо предохранять корпус от искажений геометрии из-за ослабления его жесткости и под действием собственной массы.
Рис. 4. Приспособления для выполнения правки деформированного участка кузова:
а — комплект приспособления для устранения перекосов и перегибов;б, в и г — использование приспособлений при правке; 1 — оправка для вытягивания вогнутых деталей; 2 и 3 — самозакрепляющиеся гидравлические зажимы; 4 — оправка с зубцами для захвата выпрямляемой панели; 5 — насос;
6 — двойной захват; 7 — натяжной цилиндр с вытягивающим устройством;
8 — натяжной цилиндр с захватами; 9 — правильное устройство
Трещины и разрывы в корпусе кузовов и кабин устраняют полуавтоматической дуговой сваркой в среде углекислого газа или газовой сваркой. При ремонте отдают предпочтение сварке в среде углекислого газа, так как производительность этого процесса и качество сварного шва выше. Сварку осуществляют полуавтоматами, питающимися от источников постоянного тока обратной полярности силой 40 А и напряжении 30 В, используя для этого электродную проволоку Св-08ГС или Св-08Г2С диаметром 0,7 мм. Для ограничения распространения трещины в процессе сварки ее концы необходимо засверлить сверлом диаметром 8 мм.
Газовой сваркой устраняют трещины и разрывы в панелях, изготовленных из листовой стали толщиной 0,5-2,5 мм, горелками ГСМ-53 или ГС-53 с наконечниками № 1 (для листов толщиной 0,5-1,5 мм) и № 2 (для листов 1,0-2,5 мм), используя для этого проволоку Св-08 или Св-15 диаметром (0,5Н +1) мм, где Н — толщина свариваемого металла. Чтобы деталь при нагреве не потеряла свою форму, вначале производят сварку в отдельных точках с интервалом 10-30 мм, а затем по мере необходимости отдельные участки проваривают сплошным швом от концов трещины к середине.
Изготовление дополнительной ремонтной детали начинают с правки стального листа, его раскроя и резки заготовок по разметке. После чего деталь загибают или формуют на специальном оборудовании, готовые детали обрезают, сверлят, правят и зачищают. Материалом для изготовления ремонтной детали является тонколистовая холоднокатаная малоуглеродистая сталь толщиной 0,7-1,5 мм.
Крепление ремонтной детали на места удаленных панелей к корпусу выполняют дуговой сваркой в среде углекислого газа. Перед приваркой осуществляют их прихватку к корпусу в отдельных точках через 80-120 мм проволокой диаметром 0,8 мм той же марки, что и для сварки основных швов при силе тока 90-110 А и напряжении 18-28 В. Окончательно их приваривают сплошным швом внахлестку с перекрытием краев на 25 мм силой тока 45-100 А, напряжением 17-20 В. Расстояние от сопла до поверхности детали — 8-10 мм, вылет электрода — 10-12 мм, наклон электрода к вертикали—18-20°
Проковка и зачистка сварных швов необходима для упрочнения места сварки и придания ему требуемого профиля. Ее выполняют пневматическим молотком при помощи комплекта поддержек и бойков. После проковки места сварки зачищают абразивным кругом, установленным в пневматических или электрических переносных машинках.
Окончательная правка и рихтовка панелей кузовов и кабин предназначена для обеспечения точности сборки и удаления мелких вмятин и вы-пучин, оставшихся на поверхностях. Рихтовку выполняют пневматическим рихтовальным устройством или вручную. Устраняют повреждения сваркой.
1.3. Ремонт неметаллических деталей кузовов
При производстве автомобилей широко применяются неметаллические материалы: дерево, пластмассы, синтетические кожи, стекло, резина и др. Большинство деталей из этих материалов при ремонте восстановлению не подлежат, а заменяются новыми, изготовленными на ремонтном предприятии или заводе-изготовителе.
Деревянные детали платформы и кузова изготавливают из пиломатериалов хвойных пород (сосна, ель), имеющих влажность не выше 18%. Основными дефектами являются поломки, трещины, отколы, износ отверстий. Детали, имеющие разрушенные шипы или гнезда под шипы, заменяют новыми. Деревянные детали платформы кузова ремонтируют наращиванием их по длине или заменой негодных досок. Доски или бруски разрезают на заготовки определенных размеров, строгают со всех сторон, торцуют концы, нарезают проушины, пазы, сверлят отверстия и т. п. Для склеивания деревянных деталей применяют фенол формальдегидные клеи типа ВИАМБ-3 и казеиновый. Последовательность выполнения работ:
Основы технологии ремонта машин
Под технологией ремонта автомобилей понимается учение о причинах утраты, методах и способах восстановления работоспособности автомобилей требуемого качества и надежности с наименьшими общественными затратами.
Технология ремонта в то же время имеет специфические особенности, позволяющие выделить ее в самостоятельную область научно-технического знания, в новую дисциплину среди других технологических дисциплин по машиностроению.
Материальные затраты на один автомобиль средней грузоподъемности при производстве и капитальном ремонте соответственно составляют:
металла – 8000 и 700 кг;
электроэнергии – 4000 и 500 кВтч;
воды – 700 и 12 м3;
воздуха – 300 тыс. и 2 тыс. м3 и т.д.
Восстановления работоспособности автомобилей с требуемыми качеством и надежностью нельзя добиться без знания причин возникновения дефектов и отказов, приводящих к потере автомобилем работоспособности. Среди этих причин основное место занимают процессы изнашивания, усталости и коррозии, старения металла, механические и другие повреждения деталей.
Поэтому технология ремонта автомобилей должна основываться на точных представлениях о протекании этих процессов в узлах и деталях автомобиля, методах и способах предупреждения вредного их проявления и устранения возникших дефектов и неисправностей.
Процессы старения всегда связаны со временем. В связи с этим для решения задач ремонта необходимо знать законы старения, устанавливающие зависимость повреждений от времени. Например, толщины изношенного слоя, остаточного прогиба при деформации детали, площади или глубины поврежденного коррозией слоя в зависимости от наработки. Использование этих закономерностей позволяет прогнозировать потерю работоспособного состояния автомобилем и его составными частями.
Процесс старения механизма определяется процессами старения всех образующих его деталей и нарушением их взаимного расположения. Старение детали происходит в результате воздействия нескольких разрушительных процессов и является результатом воздействия большого числа факторов.
Производственный и технологический процессы ремонта машин
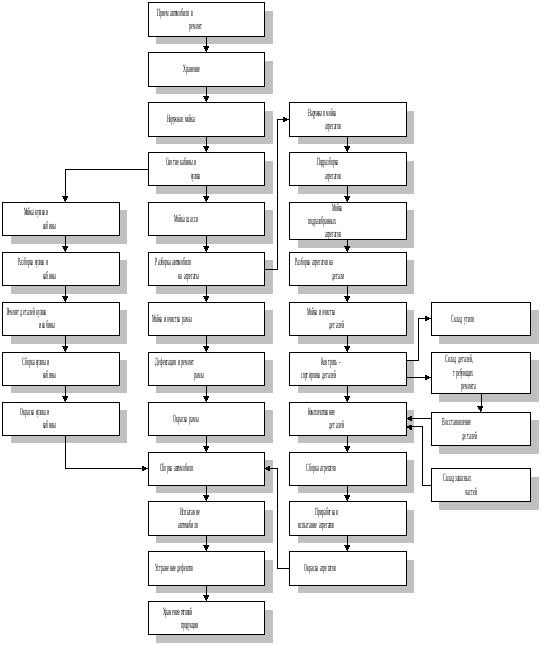
Рис. Технологический процессы ремонта машин
Разборочные и очистные процессы
Перед поступлением со склада ремонтного фонда автомобили (агрегаты) подвергаются наружной мойке. Наружная мойка автомобилей и агрегатов производится механизированным способом в специальной моечной камере, оборудованной водонапорными трубами с соплами, направляющими и распыливающими струи воды, или ручным способом — струей высокого давления моечной машины.
Осадки — сгустки, которые оседают и закрепляются на стенках картеров, щеках коленчатых валов, распределительных шестернях, масляных насосах и в маслопроводах. Осадками загрязнено 50 — 70 % поверхности деталей двигателей и проявляются в двух зонах: высокотемпературной (на деталях цилиндро-поршневой группы) и низкотемпературной (в картере двигателя).
Продукты коррозии — получаются в результате химической или электрохимической деструкции (разрушения) металлических деталей под действием внешних факторов. В конечном виде продукты коррозии представляют собой комбинированные сложные составы, в состав которых входят также продукты трансформации ТСМ, механические примеси и продукты износа.
Нагар — это продукт неполного сгорания топлива; осаждается на стенках камеры сгорания, клапана, днище поршня. По структуре нагар мы можем разделить на виды: плотный, рыхлый и пластичный. Нагар может включать 80 — 85 % карбенов и карбоидов, 4 — 7 % асфальтенов, 6 — 14 % смол и 1 — 5 % золы. Нагару свойственна значительная механическая прочность и хорошая адгезия к поверхности детали.
Накипь — формируется в системе водяного охлаждения двигателя во время работы. Откладываясь на стенках рубашек охлаждения двигателя и радиатора. Накипь образуется за счет содержания в воде в растворенном состоянии солей кальция и магния, которые при нагревании воды до 70 — 90° разлагаются и осаждаются на деталях системы охлаждения. Продуктами накипи являются в основном карбонаты кальция и магния, сульфаты и силикаты. Также в системе охлаждения образуются илистые отложения вследствие попадания в систему механических примесей.
Загрязнения транспортных средств.
Таблица 3 Характерные загрязнения автомобилей
Таблица 4 Состав загрязнений на деталях автомобильных двигателей
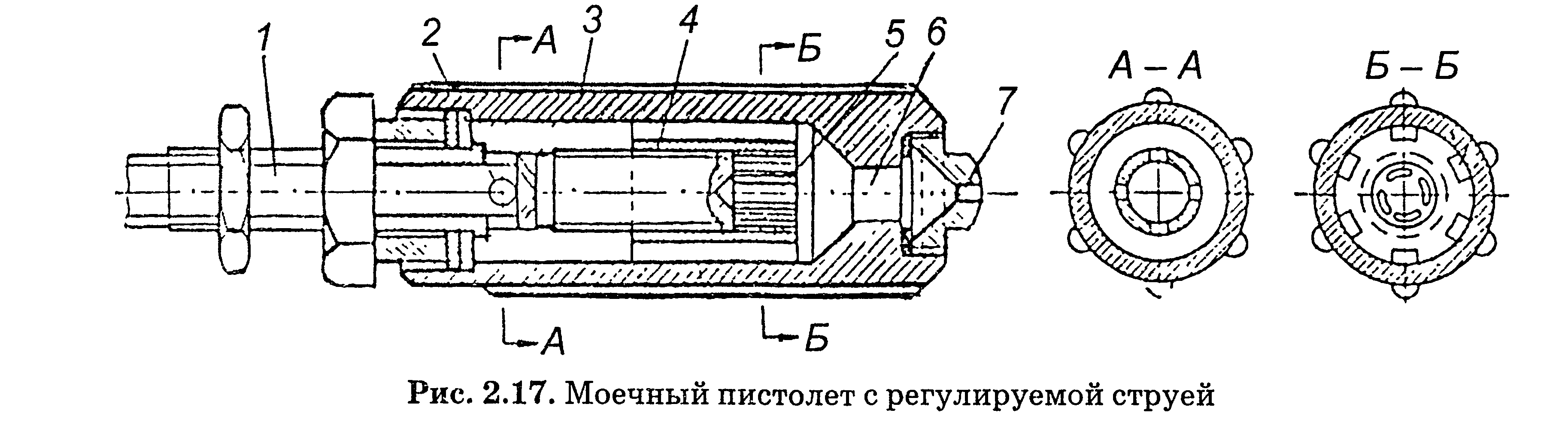
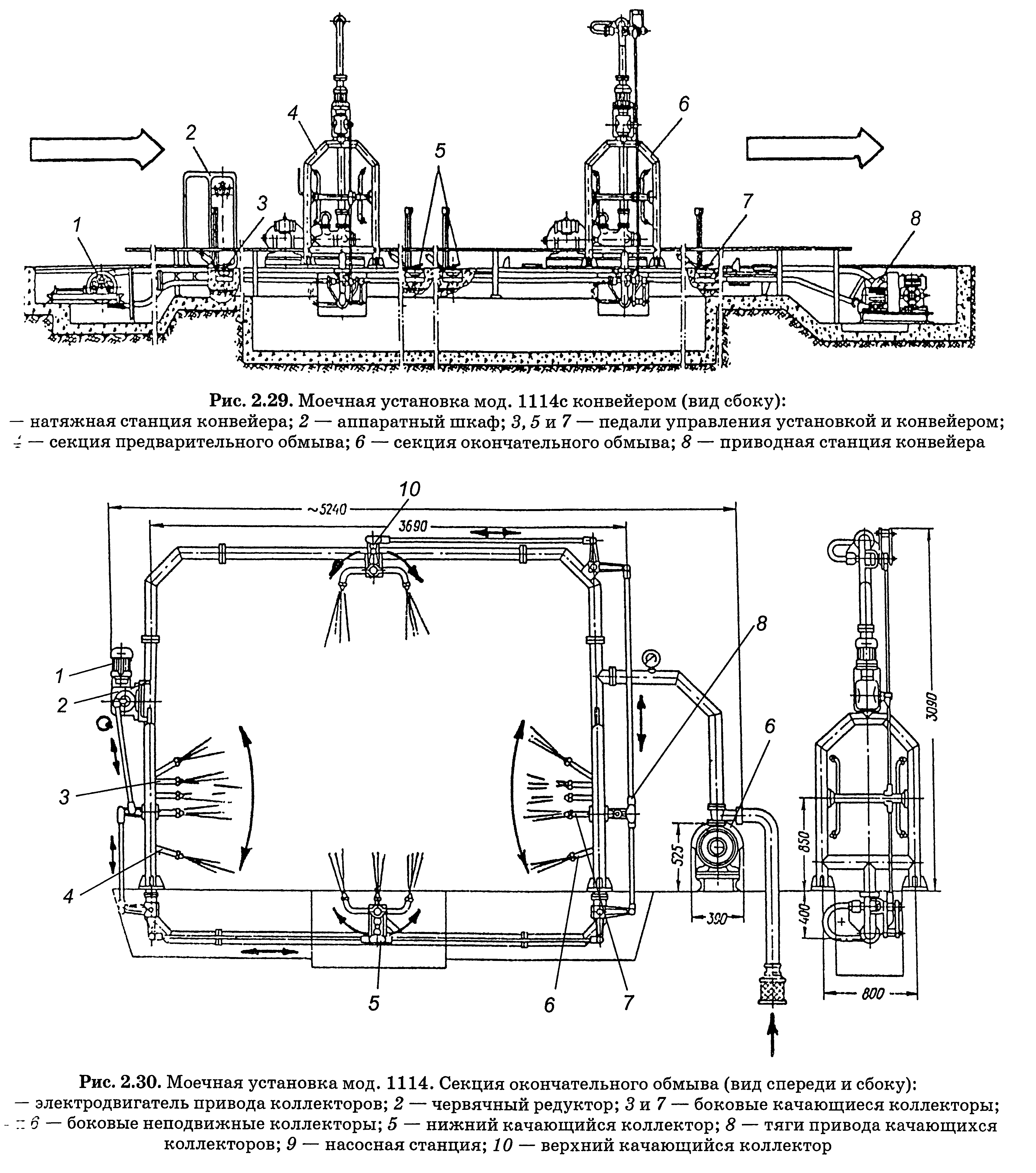
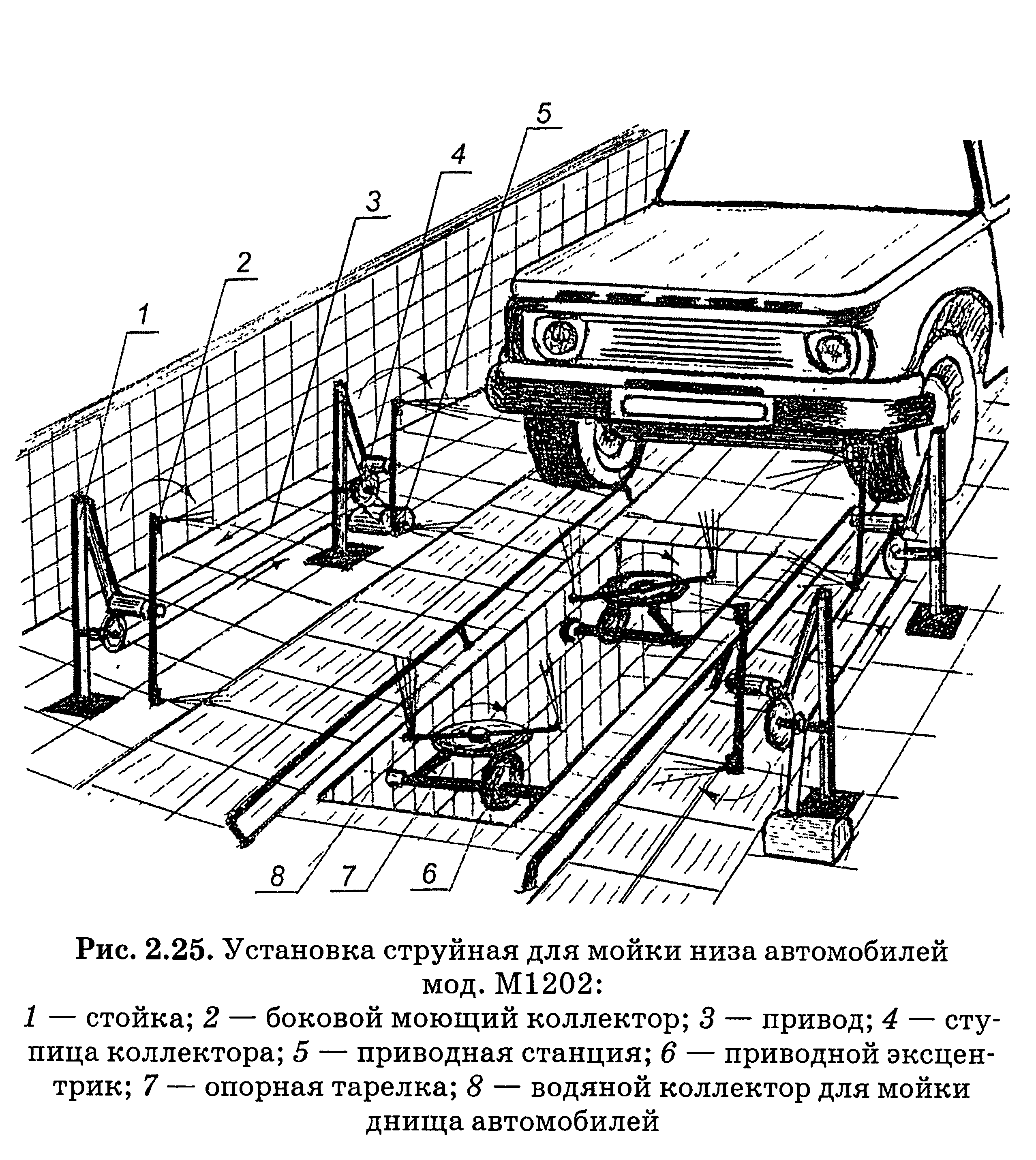
Наружная мойка автомобиля и агрегатов В практике наиболее широкое распространение получил метод струйной очистки под высоким давлением (гидродинамическая очистка), применяемый для наружной мойки автомобиля и агрегатов. Принцип удаления загрязнений с помощью струи состоит в механическом разрушении слоя загрязнений, его связей, называемых адгезионными, с очищаемой поверхностью за счет нормальных и касательных напряжений, которые возникают при ударе движущейся жидкости (вода, моющий раствор) о преграду. Для преобразования потенциальной энергии напора жидкости в кинетическую энергию струи применяются специальные насадки. Насадками различного профиля и размера формируют струи жидкости. Насосы, снабженные шлангами и пистолетами-распылителями, относятся к простейшим установкам, которые реализуют метод гидродинамической очистки. Качественная и, что немаловажно, высокопроизводительная очистка поверхностей обеспечивается путем повышения ударного действия струи в совокупности с высокой температурой воды и большой скоростью струи (170 — 250 м/с), обусловленной высоким напором перед насадкой (до 200 — 220 кгс/см2). Моечные машины условно можно подразделить: — по виду исполнения — на стационарные и передвижные; — по типу привода насоса — от электродвигателя, с пневматическим и гидравлическим приводами, от двигателя внутреннего сгорания; — по исполнению насоса — на аксиально-поршневые, радиально-поршневые и рядные; — по конструкции насосного агрегата — на моноблочные, редукторные и фланцевые; — по температуре подаваемой воды — с подогревом, без подогрева, парогенераторы. Моющие средства — высокоэффективные составы для удаления загрязнений. Позволяют с большей эффективностью осуществлять процесс очистки от загрязнений. В мониторных моечных машинах рекомендуется применять универсальные биоразлагаемые моющие средства (табл. 1). Таблица 1 Универсальные моющие средства
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

2 Технология ремонта машин
2.1 Наружная очистка и мойка машин
Наружная очистка и мойка машин осуществляется в первом цехе ремонтной мастерской на ОМ-8-30, оборудованный пожарными рукавами и подогревом воды, под высоким напором. Для снятия большого слоя грязи имеются скребки и лопаты. Отработанная вода и смытая грязь, проходя через решетки, сливаются в дренажные отверстия.
2.2 Разборка машин на агрегаты и узлы
Разборка машин на агрегаты и узлы происходит в первом цехе ремонтной мастерской.
В зависимости от вида производимого ремонта разборка начинается с слива масла из картеров, топлива из баков или жидкости из радиатора. Затем, снимаются узлы (генератор, масляный или топливный насос, пусковой двигатель и др.) или весь двигатель, который возможно направить во 2-й цех, где производится капитальный ремонт всего двигателя или отдельных узлов.
Некоторые агрегаты и узлы разбирают непосредственно на месте общей разборки, а также после очистки и сборки на местах их ремонта и сборки (топливный бак, воздухоочиститель, масляный и водяной радиаторы, электрооборудование и т.д.)
При разборке используют ручной инструмент — гаечные ключи различных конструкций (рожковые, торцовые, трешетные и коловоротные). Для отвинчивания гаек и болтов служат рожковые ключи соответствующего размера, а также специальные головки.
Технологическая документация на разборку отсутствовала и последовательность разборки контролировал квалифицированный специалист. После разборки крепежные детали (болты, гайки, стопорные и пружинные шайбы) укладывали в общую посуду с дизельным топливом для промывки, при этом одинаковые обезличивались. Соответствие применяемой технологии требованиям типовой технологии, использование достижений науки и передовой практики не может быть я речи.
 2.3
Мойка агрегатов и узлов
2.3
Мойка агрегатов и узлов
Мойка агрегатов и узлов производится в ОМ-837Г с вращающимся гидрантом в течение получаса во втором цехе. Применяемые моющие средства МС-8, сода кальцинированная или порошок неизвестной марки.
2.4 Разборка агрегатов и узлов
Нами наблюдалась разборка двигателя КамАЗ во втором цехе, привезенного на капитальный ремонт.
Разборка производилась на отдельные детали без технологической документации и в произвольном порядке, болты и гайки складывались в общую кучу, что привело к длительной сборке из-за поиска крепежных деталей.
Снятие клапанов с головок производилась без специального инструмента — просто устанавливали поршневой палец и били со всей силы молотком.
Снятые поршни и шатуны нумеровались и складывались в кучу.
2.5 Мойка и очистка деталей
Очистка и мойка деталей производилась в посуде с дизельным топливом с помощью тряпки и щеточки, а затем вымытую деталь споласкивали чистым дизельным топливом с последующей просушкой или без просушки.
2.6 Дефектация деталей
Дефекты выявлялись внешним осмотром, замером инструментом или на слух. Характерные дефекты.
у корпусов наблюдались трещины, износ посадочных мест; у валов износ посадочных мест под подшипники или износ шлицевых зубьев; у шестерен -выкрашивание или поломка зубьев;
у упорных и конических подшипников выявлялся износ по высоте, а у роликовых и шариковых — износ беговых дорожек.
У коленвала соответствие размеров проверяли микрометром, а также возможно было произвести проверку на биение. Замером определяли соответствие размеров верхних втулок
шатуна
 Технологической
документацией при дефектации служили
плакаты, где были приведены ремонтные
размеры коленвалов, гильз цилиндров,
втулок шатуна и некоторых других деталей
под разные марки автомобилей и тракторов.
Технологической
документацией при дефектации служили
плакаты, где были приведены ремонтные
размеры коленвалов, гильз цилиндров,
втулок шатуна и некоторых других деталей
под разные марки автомобилей и тракторов.
2.7 Восстановление деталей
В первом ремонтном цехе установлен автоматический наплавочный станок А-580М, но он был в неисправном состоянии.
Во втором цехе установлен станок для расточки верхних втулок шатунов, стенд для притирки клапанов ОПР, станок для шлифовки коленчатых валов ЗА-423, хонинговальный станок ЗА-833(410).
2.8 Комплектовка деталей
Комплектование деталей не производится, так как устанавливаются старые детали на свои места или заменяются новыми. Детали, подлежащие восстановлению маркируются и складируются. Негодные детали сдаются на металлолом.
2.9 Сборка узлов и агрегатов
Сборка узлов производится в цехе, где проводился ремонт, в обратной последовательности разборке. Применяется тот же инструмент, что и описанный выше.
По возможности агрегаты полностью собираются на «земле», а затем подъемными кран-балками устанавливаются на свои рабочие места.
2.10 Обкатка и испытание двигателей
Для обкатки дизельных двигателей используют стенд КИ-4893, АИ-43698 и СТЛ-3440; а для обкатки карбюраторных двигателей стенд КИ-2139А.
По технологии обкатки длительность холодной приработки находится в пределах 20. .30 минут, а в действительности двигатель КамАЗ «крутили» в течение 2 часов с охлаждением цилиндров водой и подачей топлива через топливный насос, при этом топливо циркулировало по замкнутому циклу бачок-шланг-насос-трубопроводы высокого давления-бачок.
 Холодную
обкатку можно проводить начиная с малых
оборотов с постепенным их повышением,
для чего есть реостат, позволяющий
изменять число оборотов асинхронного
двигателя, приводящий во вращение
коленвал.
Холодную
обкатку можно проводить начиная с малых
оборотов с постепенным их повышением,
для чего есть реостат, позволяющий
изменять число оборотов асинхронного
двигателя, приводящий во вращение
коленвал.
Горячая обкатка проводится начиная с малых оборотов и используя в качестве нагрузки асинхронный двигатель с постепенным повышением числа оборотов ДВС и нагрузки реостатом. Ее длительность составляет приблизительно 2,5-3 часа.
Перед началом обкатки заливают свежее масло, а после окончания обкатки масло сливают, заливают новое с некоторым содержанием дизельного топлива и промывают двигатель в течение 5 минут и затем снова сливают. Промывают масляный фильтр.
Во время работы периодически контролируют режим обкатки: следят за подачей топлива и воды, исправности и установленных режимов аппаратуры стенда.
2.11 Сборка машин
Привезенные двигатели устанавливались с помощью кран-балок на разобранную машину, при этом двигатель центрировали с коробкой передач. Затем устанавливаются воздушный фильтр, соединяются трубопроводы, генератор, стартер (с пусковым двигателем), аккумулятор,
2.12 Обкатка машин
Заливают новое масло, охлаждающую жидкость (воду) и проводят пробный пуск, дают проработать некоторое время и затем глушат. После чего проверяют наличие течи жидкости через уплотнения, проводят при необходимости подтягивание.
После проведенного внешнего осмотра машину можно эксплуатировать с неполной нагрузкой, которую в течение некоторого периода приводят к номинальной.
 2.13
Окраска
машин
2.13
Окраска
машин
Предварительно окрашиваемую поверхность очищают от грязи и ржавчины, обезжиривают и наносят грунтовку или шпатлевку. Дают ей высохнуть в течение суток и шлифуют мелкой шкуркой.
Окраска машин проводится на улице при хорошей погоде с помощью ручного пневматического пулевиризатора. Краску разводят растворителем № 646 или ацетоном до необходимой кондиции.
Окрашенную машину сушат в тенистом и хорошо проветриваемом месте в течение суток.
Технология ремонта автомобилей и дорожных машин (стр. 1 из 3)
МОСКОВСКИЙ
АВТОМОБИЛЬНО-ДОРОЖНЫЙ
ИНСТИТУТ
КАФЕДРА
ПРАДМ
КУРСОВАЯ РАБОТА ПО ТЕМЕ
“ТЕХНОЛОГИЯ РЕМОНТА АВТОМОБИЛЕЙ И
ДОРОЖНЫХ МАШИН”
СТУДЕНТ: Агафонов А.В.
ГРУППА: 4А2
КОНСУЛЬТАНТ: Крейнин А.А.
МОСКВА 1997
1. Краткое описание назначения, устройства и условий работы детали.
Валик водяного насоса является его основной деталью. Валик передает вращение от вала вентилятора к крыльчатке, которая перегоняет воду в системе охлаждения. Крыльчатка крепится к левому конец валика (см. ремонтный чертеж, конец на котором ест резьба) и закрепляется на нем посредством сегментной шпонки и гайки, которая контрогается специальным стопорным кольцом.
Повышенные требования при эксплуатации и ремонте должны предъявляться к Æ17-0,012, так как неудовлетворительное (изношенное) состояние данной цилиндрической поверхности может вызвать протекание охлаждающей жидкости и попадание ее в масло, что может вызвать выход двигателя из строя.
Напряжения, которые испытывает валик носят скручивающий характер.
Валик изготовлен из качественной стали 45 с твердостью заготовки НВ 241-285 часть данной детали закаливается (ТВЧ) и при этом закаленный слой имеет твердость HRC 52-62.
2. Анализ дефектов детали и требований, предъявляемых к отремонтированной детали.
3. Определение годовой программы технологического процесса восстановления детали.
Годовая программа:
Nг=N n kр=25000 1 0,5 = 12 500 шт.
4. Выбор способов устранения дефектов.
4.1. Дефект №1 (Износ Æ17-0,012).
4.1.1. Выбираем способы по конструкторско-технологическим характеристикам.
Металлизация:
МПл не подходит из-за малой толщины наращиваемого слоя металла и вида покрытия.
Способ МГП не подходит из-за дороговизны материала покрытия (бронза дорогая).
МЭД подходит по всем параметрам и показателям.
МВЧ и МИВЧ не подходит по материалу покрытия и виду восстанавливаемой поверхности.
Ручная и механизированная сварка под слоем флюса.
НРг и НРад не подходят по виду основного материала изношенной детали.
НОФпл, НСФсер, НСФтмо, НСФпг, НСФпл подходят по всем показателям.
Вибродуговая наплавка.
НВДфл и НВДгэ не подходят из-за большого минимально допустимого диаметра востанавливаемой поверхности Æ40-45, а у нас Æ17мм.
НВдж, МВДсо2, НВДп, НВДвс, НВДгж, НВДпл, НВДуз, НВДтмо подходят по всем показателям.
Микронаплавка, наплавка в среде СО2, припекание порошков.
НЭИ, НПЭ, НБм не подходят по виду поверхности восстановления.
НУГфл, НУГлэ, ТДПП, ЭНП не подходят из-за большего минимально допустимого диаметра востанавливаемой поверхности Æ40-45, а у нас Æ17мм.
НУГ и НУГар подходят по всем показателям.
Хромирование.
ХРппол, ХРлег, ХРхэ не подходят так как сопряжение восстанавливаемой поверхности является подвижным.
ХР, ХРор, ХРуз, ХРстр подходят по всем показателям.
Железнение.
Использование в данном случае любого вида железнения весьма не желательно по трем причинам:
а) Приходится наносить 2-3 слоя, так как один не обеспечивает требуемой толщины.
б) Низкая экологичность методов железнения, требуется очистка стоков.
в) Низкая усталостная выносливость.
4.1.2. По показателям физико-механических свойств.
Способ наплавки ручной аргонодуговой не подходит из-за малой величины микротвердости (всего 200 кг/мм2).
Способ наплавки вибродуговой в среде пара не подходит из-за малой величины микротвердости (всего 225 кг/мм2).
Способы вибронаплавки НВдж, НВДвс, НВДгж, НВДпл, НВДуз и НВДтмо не подходят из-за малого показателя долговечности.
Способ наплаки в среде углекислого газа без охлаждения не подходит из-за малой величины микротвердости (всего 230 кг/мм2).
Способ хромирования в обычном электролите не подходит из-за малой величины выносливости.
4.1.3. По технико-экономическим показателям.
Наплавка ручная газовая не подходит для нашего массового ремонта деталей (12500 деталей в год), так как является весьма дорогим способом.
Хромирование способами ХРппол, ХРхэ, ХРуз, ХРстр не желательны к применению из-за дороговизны.
4.1.4. По прочим характеристикам.
Способ металлизации МЭД не стоит применять т.к. получаемое покрытие является хрупким, что для нашего случая недопустимо.
Способ вибродуговой наплавки в среде углекислого неприемлем из-за наличия пор, раковин, трещин и т.д.
Способ вибронаплавки порошковой проволоки не желателен к применению из-за наличия неравномерностей в структуре покрытия.
Способ микронаплавки в среде углекислого газа с добавлением аргона нежелателен к применению из-за низкой производительности.
Способ хромирования в электролите с каталитическими добавками применяется редко и оборудование для него весьма дорого, поэтому его мы тоже не будем применять.
Выбираем способ хромирования в саморегулирующимся электролите (ХРог).
4.2. Дефект №2 (износ шпоночной канавки).
4.2.1. Выбираем способы по конструкторско-технологическим характеристикам.
Металлизация.
МВЧ, МПГ, МПл не подходят по виду материалу покрытия.
Способ МИВЧ не подходит по виду восстанавливаемой поверхности.
По всем показателям подходит способ МЭД.
Ручная и механизированная сварка под слоем флюса.
Подходят способы НРад и НСФлп.
Остальные способы не подходят по виду восстанавливаемой поверхности или материалу покрытия.
Вибродуговая наплавка.
Ни один способ не подходит из-за вида восстанавливаемой поверхности.
Микронаплавка, наплавка в среде СО2, припекание порошков.
Подходит метод НЭЧ, другие не подходят по виду поверхности восстановления (упрочнения).
Хромирование.
Также не подходит не один метод, так ка не совпадают виды поверхности восстановления (упрочнения).
Железнение.
Не подходит не один метод, так ка не совпадают виды поверхности восстановления (упрочнения).
4.2.2. По показателям физико-механических свойств.
Способ металлизации МЭД не подходит из-за низких показателей коэффициента выносливости, сцепляемости и долговечности.
4.2.3. По технико-экономическим и прочим показателям.
В принципе способы ремонта сваркой НРад, НСФпл и микронаплавкой НЭИ имеют примерно одинаковую себестоимость, все же предпочтение отдадим способу электроимпульсной микронаплавки, т.к. сварка НРад, является малопроизводительной, а НСФпл требует термической обработки.
В результате выбираем способ электроимпульсной наплавки.
4.3. Дефект №3 (износ резьбы М14х1,5 кл.2) .
4.3.1. Выбираем способы по конструкторско-технологическим характеристикам.
Металлизация.
Способ МИВЧ не подходит по виду поверхности восстановления.
Способы МПл, МГП, МВЧ не подходят по типу материала покрытия.
Подходит лишь способ МЭД.
Ручная и механизированная сварка под слоем флюса.
Способы НРэ, НСФпл, НСФсер, НСФтмо, НСФпг и НСФлп не подходят из-за большого минимально допустимого покрытия.
Способ НРад не подходит по виду материала изношенной детали.
Остается способ НРг.
Вибродуговая наплавка.
Не подходит не один из способов, из-за большого минимально допустимого диаметра восстанавливаемой поверхности.
Микронаплавка, наплавка в среде СО2, припекание порошков.
Подходят способы НУГ и НУГар.
Остальные способы не подходят из-за большего минимально допустимого диаметра поверхности восстановления.
Хромирование.
В принципе для восстановления детали подходит почти любой способ хромирования, но заглядывая вперед отметим что хромированные детали в дальнейшем трудно обработать (механически), так что применение хромирования нежелательно.
Железнение.
Способы Жвв и Жпр не подходят по виду поверхности восстановления.
Способы Жв, Жвх, Жуз, Жспл, Жмк и Жпор подходят для нашей детали.
4.3.2. По показателям физико-механических свойств.
Способ металлизации МЭД не подходит из за низких показателей коэффициента выносливости, сцепляемости и долговечности.
Способ сварки НРг не подходит из-за низкой долговечности.
4.3.3. По технико-экономическим и прочим показателям.
Выбираем из способов микронаплавки (НУГ и НУГар) и железнения самый дешевый по себестоимости ремонта. Ими оказываются микронаплавка способами НУГар и железнение методом Жспл, но при дальнейшем рассмотрении характеристик этих двух способов делаем вывод, что применения способа железнения с нанесением сплава более выгодно, значит выбираем этот способ.
5. Описание способа восстановления деталей хромированием в саморегулирующимся электролите.
Процесс нанесения покрытий на детали включает в себя три группы операций: подготовку детали к нанесению покрытия, нанесения покрытия и обработку детали после покрытия.
Подготовка деталей к нанесению покрытия включает в себя следующие операции: механическую обработку поверхностей, подлежащих наращиванию; очистку деталей от окислов и предварительное обезжиривание; монтаж деталей на подвесное приспособление; изоляцию поверхностей, не подлежащих покрытию; обезжиривание деталей с последующей промывкой в воде; анодную обработку (декапирование).
5. Понятие о производственном и технологическом процессе ремонта автомобилей. Общая схема технологического процесса ремонта.
Производственный процесс ремонта машин представляет собой совокупность действий, в результате которых изношенным машинам, агрегатам и узлам, поступающим в ремонт, возвращается работоспособность, утраченная ими в результате длительной эксплуатации.
Производственный процесс состоит из ряда технологических процессов ремонта и изготовления деталей, технического контроля, получения, хранения и транспортирования материалов, полуфабрикатов и готовой продукции.
Технологический процесс — это часть производственного процесса. Он является совокупностью установленных производственных операций, выполняемых с целью последовательного изменения состояния предмета производства, т. е. приведения машины, агрегата или детали в состояние, удовлетворяющее требованиям технических условий на их ремонт.
В качестве примеров технологических процессов можно привести разборочные и сборочные работы, восстановление деталей наплавкой, механической обработкой и др.
Условия осуществления производственного процесса зависят от заданной производственной программы ремонтного предприятия и трудоемкости ремонта, определяющих метод и организационную форму проведения ремонта машин и агрегатов.
Технологическая ремонтная операция есть часть технологического процесса, который производится над одним или несколькими совместно собираемыми или обрабатываемыми агрегатами, узлами, деталями или целой машиной на одном рабочем месте. При разборочно-сборочных работах часть операции, выполняемой над одним определенным соединением при неизменном инструменте, носит название перехода. Законченная совокупность отдельных движений рабочего в процессе выполнения работы или подготовки к ней называется приемом (часть операции).
В качестве примера операции, состоящей из двух переходов, можно привести сборку соединения вала с шариковыми подшипниками. При этом переходами являются напрессовка подшипников на вал и проверка соединения на биение, а приемами — установка на конец вала подшипника, нажатие рычага пресса и др.
Технологические процессы, операции и переходы заносят в технологические карты, составляемые при разборке процессов, а приемы в картах не отражаются, так как осуществляются различными рабочими по-разному.
Овладение профессией означает, что рабочий в совершенстве знает отдельные приемы и умеет правильно и рационально чередовать их по времени.
Основные понятия производственного процесса.
Производственный процесс — это совокупность действий людей и орудий производства конкретного предприятия, направленных на изготовление или ремонт (обслуживание) выпускаемых изделий.
В ремонтном производстве в результате производственной деятельности работников предприятий восстанавливают исправность, работоспособность объекта или ресурс изделия и его составных частей.
Под названием «предприятие» следует подразумевать как специализированные ремонтные мастерские, заводы и т. п., так и ремонтные мастерские хозяйств, являющиеся мастерскими общего назначения (МОН), в крупных хозяйствах — центральными ремонтными мастерскими (ЦРМ).
Производственный процесс ремонта машин отражает организацию и последовательность выполнения ряда технологических процессов при участии в этом основных и вспомогательных служб предприятий.
Технологический процесс ремонта — это часть производственного процесса, в течение которой происходит количественное или качественное изменение ремонтируемого объекта или его элементов.
Так:
технологический процесс сборки представляет собой соединение деталей в сборочные единицы;
технологический процесс ремонта (восстановления) деталей представляет собой часть производственного процесса, связанного с изменением состояния детали (геометрической формы, размеров, качества поверхности и др.) и включающий в себя подготовку детали к процессу восстановления (нанесению покрытия и т. п.), собственно восстановление (нанесение покрытия, наплавка и т. п.) и необходимые операции по обработке и проверке на соответствие восстановленной детали требованиям технической документации.
Очевидно, что технологический процесс, в свою очередь, подразделяется на ряд технологических операций, которые включают в себя технологические переходы и другие действия.
Технологическая операция — законченная часть технологического процесса, выполняемая на одном рабочем месте при ремонте (изготовлении) одной и той же продукции.
Например, операция укладки коленчатого вала — часть технологического процесса сборки двигателя, операция наплавки шеек коленчатого вала — часть процесса его восстановления и т. д.
Технологическая операция состоит из переходов.
Технологический переход — это законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения (инструментом, оснасткой и т. п.) и с одними и теми поверхностями деталей, при постоянных технологических режимах.
Например, операция заваривания трещины в стальном корпусе может состоять из следующих переходов:
— очистка поверхности — сверление ограничивающих отверстий — разделка фаски — регулировка силы сварочного тока — установка электрода — заваривание трещины — удаление шлаковой корки — контроль качества сварочного шва.
При этом следует обратить внимание на то, что сварщик, при выполнении каждого, из указанных, переходов использует различный инструмент.
На рисунке приведена Типовая схема производственного процесса ремонта сложной машины. Изучая данную схему необходимо отметить то, что в каждом из прямоугольников указан какой либо технологический процесс, который, в свою очередь, можно представить в виде схемы, состоящей из операций. Каждую операцию можно представить в виде схемы, состоящей из отдельных переходов.