Детали кшм – Кривошипно-шатунный Механизм Двигателя, Назначение, Принцип Действия и Характеристика КШМ, Диагностика и Ремонт Неисправностей, Конструкция с Чертежами и Схемами
- 08.11.2019
Подвижные детали кшм
Поршень (рис. 4) воспринимает давление газов и передает его через поршневой палец и шатун на коленчатый вал. В двухтактных двигателях наряду с этим поршень выполняет роль золотника механизма газораспределения.
Поршни
работают в весьма тяжелых условиях: они
испытывают воздействие горячих газов
и воспринимают большие динамические
нагрузки. Например, в начале рабочего
хода на днище поршня диаметром 100 мм
действует сила 20…40 кН у карбюраторного
двигателя и 6…100 кН – у дизельного.
Поршень движется в цилиндре с высокой
(до 2 м/с) переменной скоростью, вследствие
чего в шатунно-поршневых комплектах
возникают значительные (до 15…20 кН)
знакопеременные силы инерции (с частотой
изменения знака до 200 Гц).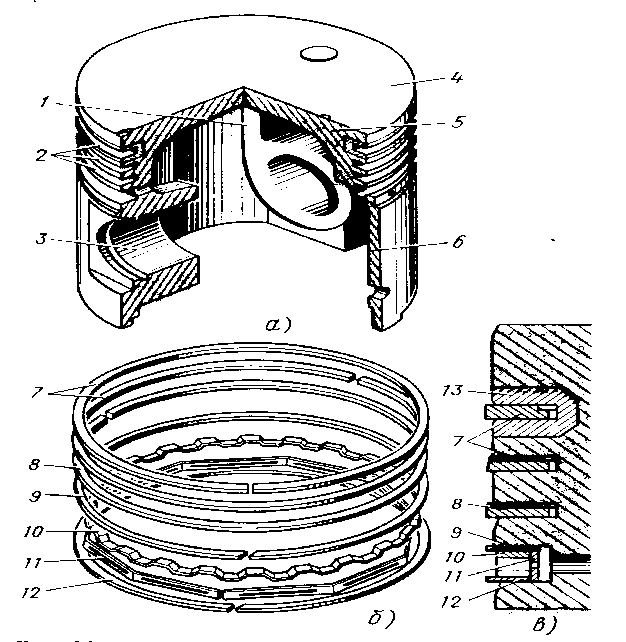
Применение поршней из алюминиевых сплавов дает возможность снизить конструкционную массу и, следовательно, силы инерции на 20…30% по сравнению с чугунными. Наряду с этим поршни из алюминиевого сплава имеют и недостатки: меньшую механическую прочность, повышенный износ, больший коэффициент линейного расширения (в 2…2,5 раза).
В настоящее время с целью уменьшения коэффициента линейного расширения и повышения прочности применяют поршни, изготовленные из высококремнистого алюминиевого сплава (содержание кремния до 22%, как например, у семейства двигателей ЯМЗ).
Для предотвращения заклинивания поршня его устанавливают в цилиндр с зазором. Поскольку днище и головка поршня нагреваются интенсивнее, чем юбка, зазор между цилиндром и головкой делают большим.
Конструкция и размеры поршня определяются главным образом величиной и скоростью нарастания давления газов и быстроходностью двигателя. Поршни дизелей имеют более массивную и жесткую конструкцию, большее число поршневых колец.
На долговечность поршня и бесшумность его работы большое влияние оказывает размещение оси поршневого пальца. С целью обеспечения одинаковых условий работы поршня при различных направлениях его движения ось поршневого пальца несколько смещают вниз и располагают на высоте 0,64…0,68 рабочей высоты юбки. Чтобы избежать стуков при переходе через мертвые точки, ось поршневого пальца смещают на 1,4…1,6 мм от оси поршня в сторону действия боковой силы при рабочем ходе (противоположную направлению вращения).
Поршневой палец служит для шарнирного соединения поршня с шатуном. Для уменьшения массы и снижения сил инерции его делают пустотелым. Поршневой палец работает под воздействием ударных нагрузок, переменных по величине и направлению, подвергается изгибу и истиранию. Чтобы противостоять этим нагрузкам, поршневой палец должен иметь мягкую сердцевину и, твердую поверхность. Этим требованиям удовлетворяют поршневые пальцы, изготовленные из углеродистой или малолегированной стали. Их подвергают термической обработке – цементации на глубину 0,5…1,0 мм, с последующей поверхностной закалкой токами высокой частоты на глубину 1,0…1,5 мм. Наружную поверхность пальца шлифуют и полируют.
Подавляющее распространение на современных двигателях получили плавающие поршневые пальцы, которые могут проворачиваться как в верхней головке шатуна, так и в бобышках поршня. Такая конструкция обеспечивает более равномерный износ сопряжения. Осевая фиксация поршневого пальца осуществляется стопорными пружинными кольцами, устанавливаемыми в бобышках поршня.
Поршневые компрессионные кольца служат для герметизации надпоршневого пространства и предотвращают прорыв газов в картер двигателя. Поршневое кольцо представляет собой криволинейный брус, имеющий в свободном состоянии вырез. При установке в цилиндр кольцо сжимается и благодаря своей упругости прижимается наружной поверхностью к зеркалу цилиндра. Уплотняющее действие поршневых колец тем лучше, чем больше их число. В карбюраторных двигателях устанавливают на поршне 2 — 3 компрессионных кольца, в дизельных – 3 — 4.
Поршневые кольца современных быстроходных двигателей работают в чрезвычайно тяжелых условиях, под воздействием высоких давлений и температур, сил инерции и трения. В наиболее тяжелых условиях работает верхнее компрессионное кольцо.
Самым распространенным материалом для изготовления поршневых компрессионных колец является легированный чугун. Чугунные поршневые кольца получают из индивидуально отлитых заготовок. Однако качество литых чугунных колец не полностью удовлетворяет современным требованиям.
В настоящее время часто применяют стальные кольца. Более перспективными являются кольца из металлокерамических материалов, обладающие большей износостойкостью. Такие кольца получают прессованием порошкообразной смеси железа, меди и графита под большим давлением и при высокой температуре.
В процессе работы двигателя компрессионные кольца попеременно прижимаются к верхней и нижней кромкам канавок поршня и действуют как насос, стремясь перекачивать масло со стенок цилиндра в камеру сгорания. Поэтому на поршнях устанавливают, кроме компрессионных,
Шатун обеспечивает шарнирную связь прямолинейно движущегося поршня с вращающимся коленчатым валом. Он передает от поршня коленчатому валу силу давления газов при рабочем ходе. Шатун совершает сложное плоскопараллельное движение: возвратно-поступательное вдоль оси цилиндра и качательное относительно оси поршневого пальца. Шатун испытывает значительные знакопеременные нагрузки, действующие по его продольной оси. Во время рабочего хода сила давления газов сжимает шатун. Силы инерции стремятся оторвать поршень от коленчатого вала и растягивают шатун. Наряду с этим качательное движение вызывает знакопеременные силы инерции, изгибающие шатун в плоскости его качания.
Указанные условия работы предъявляют к конструкции шатуна следующие требования: высокая жесткость; достаточная усталостная прочность; небольшая масса; простота и технологичность. Габаритные размеры нижней головки шатуна не должны препятствовать его проходу через цилиндр при сборке двигателя.
Основными элементами шатуна являются верхняя (неразъемная) и нижняя (разъемная) головки и соединяющий их стержень. Наилучшей формой поперечного сечения стержня шатуна, обеспечивающей ему высокую жесткость при минимальной массе, является двутавр.
В верхнюю головку шатуна устанавливаются бронзовые втулки, обладающие высокой износостойкостью и сопротивляемостью усталостным разрушениям.
В нижнюю головку шатуна устанавливаются тонкостенные шатунные вкладыши, которые выполняются подобно вкладышам коренных подшипников, с тем же материалом антифрикционного слоя.
Шатуны для карбюраторных двигателей изготовляют из углеродистой или легированной стали. В дизельных двигателях шатуны работают при больших динамических нагрузках, поэтому для их изготовления требуются высоколегированная сталь и увеличенные сечения элементов (утяжеление конструкции).
Коленчатый вал (рис. 5) воспринимает усилия от шатунов и преобразует их в крутящийся момент. Коленчатый вал является наиболее напряженной деталью КШМ. Он подвергается растяжению, сжатию, изгибу, скручиванию, срезу, поверхностному трению, продольным и поперечным деформациям. При этом нагрузки носят динамический характер и достигают значительных величин.
При большой длине вала эти нагрузки могут вызвать заметные продольные и угловые деформации и привести к усталостным разрушениям.
Исходя из условий работы, характера и величены нагрузок, коленчатый вал должен удовлетворять следующим требованиям: обладать статической и динамической уравновешенностью; быть достаточно жестким и долговечным при небольшой массе; иметь высокую усталостную прочность; быть устойчивым против вибрации и крутильных колебаний; иметь точные размеры и высокую износостойкость трущихся поверхностей (коренных и шатунных шеек).
Коленчатые валы изготовляют ковкой или штамповкой из углеродистой или низколегированной стали. В последние годы получают распространение литые валы из магниевого чугуна. Они имеют меньшую массу и дешевле, чем кованые.
Валы подвергают термической обработке – закалке и отпуску. Шейки коленчатого вала закаливают токами высокой частоты на глубину 3…4 мм, шлифуют и полируют.
Рисунок
5. Подвижные детали кривошипно-шатунного
механизма: 1 – храповик; 2 – фиксаторные
шайбы; 3, 13 – шатунные шейки; 4 – вкладыши
шатунных шеек; 5 – пружинное кольцо; 6 –
поршневой палец; 7 – верхняя головка
шатуна; 8 – стержень шатуна; 9 – болты;
10 – нижняя головка шатуна; 11 – крышка
шатуна; 12, 19, 24, 29 – коренные шейки
коленчатого вала; 
14, 26 – вкладыши коренных шеек; 15, 16 – поршни; 17, 28 – противовесы; 18 – маховик; 20 – задняя часть вала; 21 – стопорное кольцо; 22, 27, 30 – крышки; 23 – масляная полость; 31 – шестерня привода ГРМ; 32 – передняя часть вала; 33 – шкив ременной передачи
Коленчатый вал имеет коренные и шатунные шейки, соединенные друг с другом при помощи щек. Коренные шейки выполняются одинаковыми по диаметру. Шатунная шейка со смежными щеками составляет колено, кривошип вала. Все шатунные шейки по длине и диаметру одинаковы.
В автотракторных двигателях коленчатые валы могут вращаться в подшипниках качения и скольжения. Подшипники качения обеспечивают уменьшение потерь на трение, что обеспечивает значительное облегчение запуска двигателя в холодное время. Однако в многоцилиндровых двигателях конструкция блока цилиндров и коленчатого вала с подшипниками качения значительно усложняется. Имеются и другие недостатки. Поэтому чаще всего используются подшипники скольжения. Коренные подшипники скольжения выполняют в виде тонкостенных стальных вкладышей (полуколец), которые устанавливают в расточках блока цилиндров. На внутреннюю поверхность вкладыша наносится слой из антифрикционного сплава, состав и свойства которого зависят от степени нагруженности.
В карбюраторных двигателях длительное время использовались свинцовооловянистые сплавы (баббиты). Широкое распространение получил сплав СОС–6–6 на свинцовой основе, содержащей 6% олова, 6% сурьмы, 0,5% меди. Однако свинцовооловянистые сплавы чувствительны к повышению температуры и, имеют недостаточную сопротивляемость уста-лостным выкрашиваниям.
В связи с этим в настоящее время получили широкое применение сталеалюминиевые вкладыши, обладающие высокой усталостной прочностью и хорошими противокоррозийными качествами. Сталеалюминиевые вкладыши широко применяются на современных V-образных карбюраторных двигателях и обеспечивают им достаточно высокий межремонтный срок службы.
В дизельных двигателях, имеющих повышенную нагрузку на подшипники, применяются стальные вкладыши с антифрикционным сплавом из свинцовистой бронзы, содержащей 30% свинца, улучшающего противозадирные свойства. Подшипники из свинцовистой бронзы выдерживают без усталостных разрушений почти вдвое большую нагрузку, чем баббиты и стабильно работают при нагреве до 140…150°С, в то время как для баббитов предельно допустимой является температура 120°С.
Вместе с тем антифрикционный сплав из свинцовистой бронзы плохо поглащает твердые абразивные частицы, недостаточно хорошо прирабатывается, имеет склонность к коррозии. Поэтому в двигателях с подшипниками из свинцовистой бронзы можно применять только специальное масло с противокоррозийной присадкой.
Маховик устанавливают на задний конец коленчатого вала для уменьшения неравномерности работы двигателя и выведения поршней из мертвых точек.
В многоцилиндровых двигателях рабочие ходы протекают с частичным перекрытием, что обеспечивает хорошую равномерность и позволяет кривошипному механизму проходить мертвые точки без помощи маховика. В этих случаях маховик обеспечивает плавную работу двигателя на малой частоте вращения, облегчает трогание машины и способствует пуску двигателя.
Маховик отливают из серого чугуна и крепят к фланцу коленчатого вала. На обод маховика напрессовывают стальной зубчатый венец, служащий для пуска двигателя от стартера.
На торцевой поверхности маховика наносят метки, соответствующие ВМТ и моменту зажигания. Этими метками пользуются при установке зажигания или впрыска, а также при проведении различных регулировок. В сборе с коленчатым валом маховик должен быть динамически сбалансирован.
При работе двигателя на детали КШМ действуют давление газов на поршень, силы инерции масс, движущихся возвратно-поступательно (поршень и часть массы шатуна) и вращающихся (колено вала и часть массы шатуна), силы веса. По мере вращения вала эти силы, за исключением силы веса, меняют величину и направление.
Кривошипно-шатунный механизм
Кривошипно-шатунный механизм (КШМ) служит для преобразования прямолинейного возвратно-поступательного движения поршня во вращательное движение коленчатого вала.
КШМ состоит из неподвижных и подвижных деталей. Группу неподвижных деталей составляют блок цилиндров, головки цилиндров, гильзы, вкладыши, крышки коренных подшипников.
В группу подвижных деталей входят поршни, поршневые кольца, поршневые пальцы, шатуны, коленчатый вал с маховиком.
Неподвижные детали кшм
Блок
цилиндров является базовой деталью (остовом)
двигателя (рис. 3). На нем устанавливаются
все основные механизмы и системы
двигателя.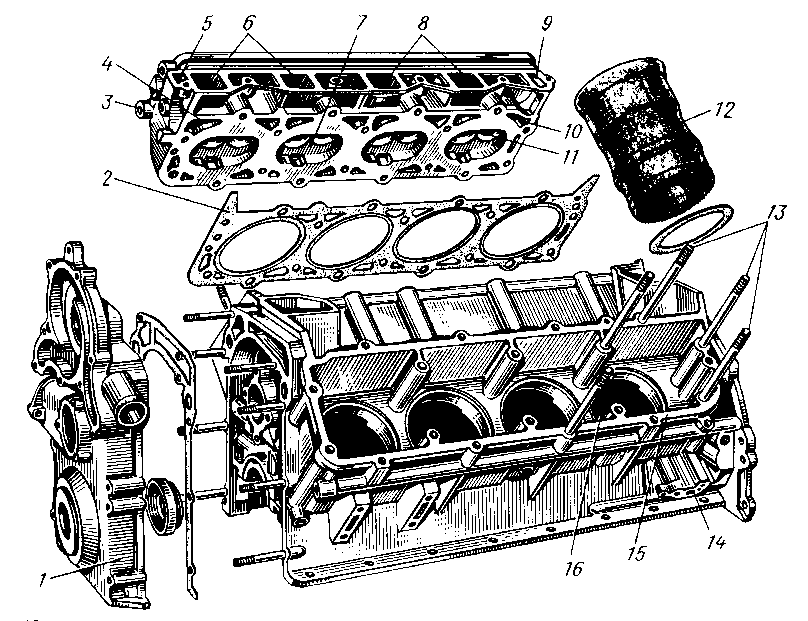
Рисунок 3. Неподвижные детали кривошипно-шатунного механизма: 1 – крышка блока зубчатых колес ГРМ; 2 – сталеасбестовая прокладка; 2 – головка блока цилиндров; 4, 10 – входные отверстия водяной рубашки; 5, 9 – выходные отверстия водяной рубашки; 6, 8 – каналы для подачи горючей смеси; 11 – седло клапана; 12 – гильза; 13 – шпильки крепления; 14 –верхняя часть; 15 – блок цилиндров; 16 – гнезда гильз
В автотракторных многоцилиндровых двигателях с жидкостным охлаждением все цилиндры выполняются в виде общей отливки, которая и называется блоком цилиндров. Такая конструкция обладает наиболее высокой жесткостью и хорошей технологичностью. С раздельными цилиндрами в настоящее время выполняются только двигатели воздушного охлаждения.
Блок цилиндров работает в условиях значительного до 2000 °С и неравномерного нагрева и давления (9,0…10,0 МПа). Чтобы противостоять действию значительных силовых и температурных нагрузок, блок цилиндров должен обладать высокой жесткостью, обеспечивающей минимальные деформации всех его элементов, гарантировать герметичность всех полостей (цилиндры, рубашка охлаждения, каналы и т. д.), иметь высокий срок службы, простую и технологичную конструкцию.
Для изготовления блока цилиндров применяют серый чугун или алюминиевые сплавы. Наиболее предпочтительным материалом для изготовления блока цилиндров в настоящее время является чугун, т.к. он дешев, обладает большой прочностью и мало поддается температурным деформациям.
В конце шестидесятых годов отечественная промышленность освоила литье чугунных блоков с толщиной стенок 2,5…3,5 мм. Такие блоки характеризуются высокой прочностью, жесткостью и стабильностью размеров, почти не уступают алюминиевым по массе.
Существенным недостатком блоков из алюминиевых сплавов является их повышенное тепловое расширение и относительно невысокие механические качества.
Расположение цилиндров может быть однорядным (вертикальным или наклонным), двухрядным или V-образным, с углом развала между цилиндрами 60°, 75°, 90°. Двигатели с углом развала 180° называются оппозитными. V-образная компоновка в 80-е годы XX века получила широкое распространение, так как обеспечивает большую компактность и меньшую удельную массу двигателя. Жесткость коленвала и его опор в этом случае повышается, что способствует увеличению срока службы двигателя. Меньшая длина двигателя облегчает компоновку его на машине и при одинаковой колесной базе позволяет получить большую полезную площадь грузовой платформы.
На двигателях с однорядным расположением цилиндров их номеруют, начиная с переднего. На V-образных двигателях номера присваивают вначале правому ряду цилиндров, начиная с переднего, а затем маркируют левый ряд.
Цилиндр в большинстве автотракторных двигателей выполняется в виде гильз, устанавливаемых в блок. Гильзы по способу установки делятся на сухие и мокрые.
Мокрые гильзы, омываемые снаружи охлаждающей жидкостью, обеспечивают лучший тепло отвод и более удобны при ремонте, т.к. могут быть легко заменены без использования специального инструмента и приспособлений.
Герметичность мокрой гильзы обеспечивают уплотнением нижней части резиновым кольцом и установкой медной прокладки под верхним буртиком. Применение мокрых гильз улучшает отвод от цилиндров избыточного тепла, однако снижает жесткость блока цилиндров.
Сухие гильзы используются преимущественно в двухтактных двигателях, где применение мокрых гильз затруднительно.
Гильза воспринимает высокое давление рабочих газов, имеющих значительную температуру. Поэтому гильзы изготовляют, как правило, из легированного чугуна, хорошо противостоящего эрозийному и абразивному износу и обладающего удовлетворительной коррозийной стойкостью. Внутренняя поверхность гильзы – зеркало цилиндра – тщательно обработана.
Поскольку условия работы верхней части гильзы наиболее тяжелые, а изнашивается она наиболее интенсивно, в современных двигателях равномерность износа цилиндров по высоте обеспечивается короткими вставками из противокоррозийного высоколегированного аустенитного чугуна (нирезиста). Использование такой вставки повышает срок службы гильз в 2,5 раза.
Головка цилиндров служит для размещения камер сгорания, впускных и выпускных клапанов, свечей зажигания или форсунок.
В процессе работы двигателя головка цилиндров подвергается воздействию высоких температур и давлений. Нагрев отдельных частей головки неравномерен, т.к. одни из них соприкасаются с продуктами сгорания, имеющими температуру до 2500° С, а другие омываются охлаждающей жидкостью.
Основные требования к конструкции головки цилиндров: — высокая жесткость, исключающая деформации от механических нагрузок и коробление при рабочих температурах; простота; технологичность конструкции и небольшая масса.
Головка цилиндров выполняется отливкой из чугуна или алюминиевого сплава. Выбор материала зависит от типа двигателя. В карбюраторных двигателях, где сжимается горючая смесь, предпочтение отдается более теплопроводным алюминиевым сплавам, т. к. это обеспечивает бездетонационную работу. В дизельных двигателях, где сжимается воздух, головка цилиндров из чугуна способствует повышению температуры стенок камер сгорания, что улучшает протекание рабочего процесса, особенно при запуске в холодное время.
Головки цилиндров могут выполняться индивидуальными или общими. Индивидуальные головки, как правило, применяют в двигателях воздушного охлаждения. В большинстве двигателей, имеющих жидкостное охлаждение, применяют общие головки для каждого ряда цилиндров. В некоторых случаях, при большой длине блока цилиндров, применяют головки для группы в два -три цилиндра (например, у двигателя ЯМЗ-240 и А=01 Л).
У двигателя ЯМЗ-740 головки цилиндров отдельные на каждый цилиндр. Применение отдельных головок повышает надежность двигателя, позволяет избежать перекоса головки при неравномерной затяжке ее и прорыва газов через прокладку.
У карбюраторных двигателей и у некоторых типов дизелей обычно камеры сгорания располагают в головках цилиндров. Форма и расположение камер сгорания, впускных и выпускных каналов являются важным конструктивным параметром, определяющим мощностные и экономические показатели двигателей.
Форма камеры сгорания должна обеспечивать наилучшие условия для наполнения цилиндра свежим зарядом, полное и бездетонационное сгорание смеси, а также хорошую очистку цилиндра от продуктов сгорания.
В настоящее время у дизелей предпочтение отдается камерам сгорания, расположенным в поршнях. Такие камеры имеют меньшую поверхность и, следовательно, небольшие тепловые потери. Двигатели с камерами сгорания в поршне обладают более высокими антидетонационными качествами и повышенным коэффициентом наполнения.
Технология изготовления головки цилиндров в двигателях с камерой сгорания в поршне не сложная. Камеру в поршне легко получить при отливке и последующей механической обработкой довести объем камеры до заданного с высокой точностью.
Длительная работа головки цилиндров без деформации и коробления обеспечивается рациональным охлаждением, т.е. более интенсивным отводом тепла от наиболее нагретых ее частей.
Ремонт кривошипно-шатунного механизма | ТО и ТР автомобиля
Восстановление коленчатого вала
Коленчатые валы большинства двигателей изготовлены штамповкой из стали 45, 40Х, 50Т и ДР-У некоторых двигателей валы изготовлены литьем из высокопрочного магниевого чугуна. Основными дефектами коленчатых валов являются износ коренных и шатунных шеек и изгиб вала. Реже встречаются повреждения резьбы, трещины, износы шпоночных канавок, отверстий под болты крепления маховика, посадочных мест под шестерню и шкив, маслосгонной резьбы.
Коленчатый вал выбраковывают при наличии трещин, за исключением небольших продольных трещин на коренных и шатунных шейках длиной до 3 мм. При износе коренных и шатунных шеек, выходящем за пределы последнего ремонтного размера, коленчатые валы дизелей также выбраковывают.
Необходимость восстановления коленчатого вала и замены подшипников определяют по превышению допустимых зазоров в подшипниках.
Перед ремонтом коленчатый вал промывают в моечной машине ОМ-36000. Особенно тщательно промывают полости для центробежной очистки масла и масляные каналы. С помощью магнитного дефектоскопа проверяют наличие трещин на шейках вала.
Изгиб вала устраняют специальной правкой местным наклепом.
Изношенные посадочные места под. шестерню или шкив восстанавливают наплавкой в среде углекислого газа проволокой Св-18ХГСА с последующей обработкой под номинальный размер.
Изношенные шпоночные канавки и отверстия под штифты для установки маховика заваривают полуавтоматом в среде углекислого газа проволокой Св-08Г2С. Шпоночную канавку фрезеруют на том же месте, чтобы не нарушить установку распределительных шестерен. Заваренные отверстия после зачистки торцовой поверхности на токарном станке просверливают, зенкуют и развертывают на сверлильном станке.
Наиболее распространенным способом восстановления коренных и шатунных шеек коленчатых валов является шлифование их под ремонтные размеры, установленные для каждой марки двигателя. Перед шлифованием шеек должны быть устранены все другие дефекты вала. Измеряют шейки в двух сечениях на расстоянии 10 мм от щек и в двух плоскостях: в плоскости кривошипа и перпендикулярно ей.
Для шлифования шеек коленчатых валов применяют универсальный шлифовальный станок 3A423, на котором можно шлифовать как коренные, так и шатунные шейки, или специализированные станки. Все шейки шлифуют под один ремонтный размер. Сначала шлифуют коренные шейки, а затем шатунные. За установочные базы при шлифовании коренных шеек принимают фаску отверстия под храповик и фаску или отверстие в торце вала под подшипник. Предварительно эти базы проверяют и при необходимости исправляют. Для проверки коленчатый вал устанавливают в центрах и измеряют его биение по неизношенным поверхностям. Радиальное биение шейки под шестерню и фланца маховика не должно превышать соответственно 0,03 и 0,05 мм.
При шлифовании шатунных шеек за установочные базы принимают шейку под шестерню и наружную цилиндрическую поверхность фланца маховика или прошлифованные крайние коренные шейки.
Перед шлифованием отверстия масляных каналов зенкуют на сверлильном станке или электродрелью со специально заправленным абразивным инструментом или сверлом диаметром 14-16 мм с твердосплавными пластинками.
При шлифовании шатунных шеек коленчатый вал устанавливают в трехкулачковых патронах центросместителей передней и задней бабок. С помощью центросместителей ось коренных шеек смещают относительно оси пинолей передней и задней бабок на величину радиуса кривошипа. Угловая ориентация вала осуществляется индикаторным приспособлением по шлифуемой шейке. Для восприятия усилия, создаваемого при врезании в шейку абразивного круга, и предугреждения прогиба вала применяют люнет.

Рис. Приспособление для установки вала при шлифовании шатунных шеек: 1 — призма; 2 — шатунная шейка; 3 — индикаторное устройство.
Шейки коленчатого вала шлифуют электрокорундовыми кругами на керамической связке зернистостью 16-60, твердостью СМ2, CI, СТ1 и СТ2. Режим шлифования: окружная скорость шлифовального круга — 25-35 м/с; окружная скорость вала — 18-25 м/мин (при шлифовании коренных шеек) и 7-12 м/мин (при шлифовании шатунных шеек), поперечная подача круга — 0,003-0,006 мм/об, продольная подача — 7-11 мм/об. С целью предотвращения образования микротрещин при шлифовании применяют обильное охлаждение.
Для получения шероховатости поверхности Ra 0,16-0,32 мкм после шлифования шейки полируют пастой ГОИ № 20-30 на установке ОР-26320 или на стенде 6749. На специализированных ремонтных предприятиях при больших программах ремонта для доводки шеек вместо полирования применяют суперфиниширование на специальном полуавтомате 3875К.
Шейки коленчатых валов автомобильных двигателей, вышедшие по размерам за пределы ремонтных, наплавляют автоматической наплавкой под слоем флюса и обрабатывают до номинальных размеров.
Восстановленные коленчатые валы подвергают динамической балансировке на специальной машине КИ-4274 или БМ-У4.
После шлифования и полирования шеек коленчатые валы и масляные каналы тщательно промывают и продувают сжатым воздухом.
При контроле восстановленных валов проверяют размеры, определяют конусообразность, овальность, бочко- и седлообразность всех шеек с помощью скобы, настроенной по концевым мерам. Взаимное расположение коренных и шатунных шеек, биение средних коренных шеек, поверхности фланца под маховик, биение поверхностей под шкив и шестерню, смещение осей шатунных шеек относительно общей плоскости, проходящей через первую коренную и первую шатунную шейки, а также радиус кривошипа определяют контрольными приспособлениями. Шероховатость поверхности определяют по образцам шероховатости.
Ремонт шатунов
Шатуны большинства автотракторных двигателей изготавливают из сталей 45, 40Х, 40Г и др. Основные дефекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна, втулки и отверстия верхней головки под втулку; износ опорных поверхностей крышки под гайки шатунных болтов и др.
Шатуны выбраковывают при наличии трещин, обломов, аварийных изгибов. Кроме того, шатуны двигателей СМД-60, СМД- 64 и их модификаций выбраковывают, если смяты треугольные шлицы на опорных поверхностях разъема нижней головки.

Рис. Приспособление КИ-724 для проверки шатунов: а — установка шатуна на приспособление; б — установка стрелки индикаторов на ноль; в — устройство оправки: 1 — шатун с крышкой; 2 — призма с индикаторами; 3 — ограничитель; 4 — плита; 5 — зажимной палец; 6 — рукоятка; 7 — оправка; 8 — опорная поверхность оправки; 9 — зажимной винт ограничителя.
Изгиб и скрученность шатунов проверяют при помощи индикаторных и оптических приспособлений. В мастерских общего назначения для проверки шатунов используют приспособление КИ-724, которое является универсальным и позволяет контролировать шатуны двигателей разных марок. Перед проверкой в отверстие плиты 4 приспособления вставляют оправу 7. При этом опорная поверхность 8 оправки для нижней головки шатуна должна находиться вверху, а зажимной палец 5 — внизу. Шатун без втулки верхней головки закрепляют на оправке 7. В отверстие верхней головки шатуна предварительно вводят малую оправку приспособления. Установив призму 2 на малую оправку, перемещают шатун вместе с оправкой и призмой до тех пор, пока упор призмы не коснется поверхности плиты. В таком положении закрепляют оправку рукояткой 6. Затем снимают шатун с приспособления, а призму с индикатором устанавливают на оправку 7 и перемещают, пока упор призмы не коснется поверхности плиты и стрелка индикатора не повернется на 1,0-1,5 оборота. В этом положении стрелку верхнего индикатора устанавливают на ноль. Поворачивают призму на оправке так, чтобы измерительный стержень нижнего индикатора и второй упор соприкасались с плитой, и устанавливают на ноль стрелку другого индикатора.
Устанавливают шатун на оправке 7 так, чтобы его нижняя головка уперлась в ограничитель 3. Ставят призму на малую оправку верхней головки шатуна и подводят ее к плите. При касании упора призмы стрелка верхнего индикатора покажет величину изгиба в сотых долях миллиметра на длине 100 мм. Повернув призму другой стороной, нижним индикатором определяют величину скрученности шатуна.
Для шатунов дизелей всех марок изгиб не должен превышать 0,05 мм, а скрученность — 0,08 мм на длине 100 мм (расстояние между упором призмы и измерительным стержнем индикатора). Допустимый изгиб шатунов автомобильных двигателей 0,03 мм, допустимая скрученность 0,06 мм.
Шатуны, имеющие изгиб или скрученность, выходящие за допустимые значения, восстанавливают или выбраковывают. Допускается правка с подогревом стержня пламенем газовой горелки до температуры 450-500°С. Подогрев снимает внутренние напряжения в стержне шатуна, которые во время работы двигателя стремятся возвратить шатун в исходное (деформированное) состояние.
Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа. Перед восстановлением проверяют опорные поверхности под головки шатунных болтов и гаек, а также плоскости разъема.
Опорные поверхности фрезеруют до выведения следов износа. Смятые или изношенные плоскости разъема фрезеруют или шлифуют до получения параллельности плоскостей с образующей отверстия. Непараллельность допускается не более 0,02 мм на всей длине плоскостей разъема.
Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки с нормальным усилием затяжки и растачивают, а затем шлифуют до номинального размера.
Если отверстия под вкладыши в шатунах изношены настолько, что с плоскостей разъема требуется снимать слой металла больший, чем указано выше, то отверстия восстанавливают наращиванием слоя металла (железнение, газопламенное напыление и др.) с последующей обработкой под номинальный размер.
Газотермическое напыление коренных шеек коленчатого вала ЯМЗ 238. Роботизированный комплекс
Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов износа и запрессовывают втулку увеличенного размера по наружному диаметру. Отверстие под втулку растачивают на станке УРБ-ВП-М или на токарном станке с помощью специального приспособления. После расточки втулку раскатывают роликовыми раскатниками на тех же станках. При растачивании оставляют припуск на раскатку 0,04-0,06 мм. Процесс раскатки уменьшает шероховатость поверхности и увеличивает прочность посадки втулки на 70—80%.
Изношенные втулки верхней головки шатуна восстанавливают обжатием с последующим наращиванием наружной поверхности меднением, осадкой в шатуне, термодиффузионным цинкованием с последующей механической обработкой.
Ремонт поршней и пальцев
В большинстве двигателей поршни изготовлены из сплавов алюминия. В процессе эксплуатации в них возможны следующие дефекта: износ наплавляющей части (юбки) поршня, канавок под поршневые кольца и отверстий в бобышках под поршневой палец; задиры и трещины. Основной дефект поршневых пальцев — износ наружной поверхности под втулку верхней головки шатуна и под отверстия бобышек поршня, возможны трещины, сколы и забоины.
Поршни и поршневые кольца, изношенные свыше допустимых пределов размеров, не восстанавливают. При текущем ремонте изношенные отверстия бобышек развертывают под палец увеличенного размера. Чтобы сохранить соосность отверстий, их разворачивают специальной длинной разверткой за один проход. После развертывания проверяют диаметр отверстия индикаторным нутромером и перпендикулярность оси отверстий к оси (или образующей) поршня на специальных приспособлениях.
Изучение устройства конструкций кривошипно-шатунного механизма (КШМ)
Лабораторная работа № 1
Тема: Изучение устройства конструкций кривошипно-шатунного механизма (КШМ)
1. Цель: Ознакомиться с устройством КШМ различных двигателей, уметь анализировать их конструктивные особенности
2. Краткие сведения
Кривошипно-шатунный механизм предназначен для преобразования возвратно-поступательного движения поршня в цилиндре во вращательное движение коленчатого вала двигателя.
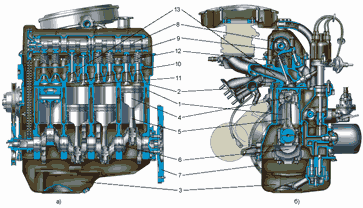
Рис. 1 Общий вид четырехцилиндрового двигателя (продольный и поперечный разрез)
1 – блок цилиндров; 2 – головка блока цилиндров; 3 – поддон картера двигателя; 4 – поршни с кольцами и пальцами; 5 – шатуны; 6 – коленчатый вал; 7 – маховик; 8 – распределительный вал; 9 – рычаги; 10 – впускные клапаны; 11 – выпускные клапаны; 12 – пружины клапанов; 13 – впускные и выпускные каналы
У четырехцилиндрового двигателя кривошипно-шатунный механизм состоит из:
блока цилиндров с картером,
головки блока цилиндров,
поддона картера двигателя,
поршней с кольцами и пальцами,
шатунов,
коленчатого вала,
маховика.
В состав КШМ кривошипно-шатунного механизма двигателя входит две группы деталей: неподвижные и подвижные.
К неподвижным деталям относятся блок цилиндров, служащий основой двигателя, цилиндр, головки блока или головки цилиндров и поддон картера. Подвижными деталями являются поршни с кольцами и поршневыми пальцами, шатун, коленчатый вал, маховик. Кривошипно-шатунный механизм воспринимает давление газов при такте сгорание-расширение и преобразовывает прямолинейное, возвратно-поступательное движение поршня во вращательное движение коленчатого вала. У V-образных двигателей блок цилиндров представляет собой массивный литой корпус, снаружи и внутри которого монтируются все механизмы и системы. Блок цилиндров объединяет в себе не только цилиндры и шатунно-поршневую группу, но и другие системы двигателя. Он является основой двигателя, в которой есть множество литых каналов и сверлений, подшипников и заглушек. Именно в блоке цилиндров вращается (на подшипниках) коленчатый вал. Во внутренних полостях блока циркулирует жидкость системы охлаждения, там же проходят и масляные каналы системы смазки двигателя. Большая часть из навесного оборудования двигателя монтируется, опять же, на блоке цилиндров. Нижняя часть блока является картером, в литых поперечинах которого расположены опорные гнезда для подшипников коленчатого вала. Такую отливку часто называют блок-картером. В средней части блока цилиндров имеются отверстия для установки подшипников скольжения под опорные шейки распределительного вала. Плоскость разъема блока может проходить по оси коленчатого вала или быть смещенной относительно ее вниз. К нижней части блок-картера крепится стальной штампованный поддон, служащий резервуаром для масла. По каналам в блоке масло из поддона подается к трущимся деталям двигателя. На V-образных двигателях для повышения жесткости блока цилиндров его плоскость разъема, расположена ниже оси коленчатого вала. В отливке блока цилиндров имеется рубашка для жидкостного охлаждения двигателя, представляющая собой полость между стенками блока и наружной поверхностью вставных гильз. Охлаждающая жидкость подается в рубашку охлаждения через два канала, расположенные по обеим сторонам блока цилиндров. К передней части блока цилиндров крепится крышка распределительных шестерен, а к задней – картер сцепления.
Блок цилиндров отливается из серого чугуна или из алюминиевого сплава.
Рабочая поверхность цилиндров является направляющей при движениях поршня и вместе с ним и головкой блока цилиндров образует замкнутое пространство, в котором происходит рабочий цикл двигателя. Для плотного прилегания поршня и поршневых колец к цилиндру и уменьшения сил трения между ними внутреннюю полость цилиндров тщательно обрабатывают с высокой степенью точности и чистоты, и поэтому она называется зеркалом цилиндра. Цилиндры могут быть отлиты как одно целое со стенками рубашки охлаждения или изготовлены отдельно от блока в виде вставных гильз. Последние подразделяются на «сухие» гильзы, запрессованные в расточенный блок, и сменные, «мокрые» гильзы, омываемые с наружной стороны охлаждающей жидкостью. При сгорании рабочей смеси верхняя часть цилиндров сильно нагревается и подвергается окислительному воздействию продуктов сгорания, поэтому в верхнюю часть блока цилиндров или гильз, как правило, запрессовывают короткие вставки — сухие гильзы длиной 40 — 50 мм. Вставки изготовляют из легированного чугуна, обладающего высокой износо- и коррозионной стойкостью. При установке мокрой гильзы ее борт выступает над плоскостью разъема на 0,02 — 0,15 мм. Это позволяет уплотнять ее, зажимая борт через прокладку между блоком и головкой цилиндров. В нижней части гильза уплотняется двумя резиновыми кольцами или медными прокладками, установленными по торцу нижнего пояса гильзы. Преимущественное применение в двигателях мокрых гильз связано с тем, что они обеспечивают лучший отвод тепла. Это повышает работоспособность и срок службы деталей цилиндропоршневой группы, при этом снижаются затраты, связанные с ремонтом двигателей в процессе эксплуатации. Головка блока цилиндров является второй по значимости и по величине составной частью двигателя. В головке расположены камеры сгорания, клапаны и свечи цилиндров, в ней же на подшипниках вращается распределительный вал с кулачками. Так же, как и в блоке цилиндров, в его головке имеются водяные и масляные каналы и полости. Головка крепится к блоку цилиндров и, при работе двигателя, составляет с блоком единое целое.
В головке цилиндров размещены камеры сгорания, в которых установлены впускные и выпускные клапаны, свечи зажигания или форсунки. На головке цилиндров крепятся детали и узлы привода клапанного механизма.Значительное влияние на процесс смесеобразования как в карбюраторных двигателях, так и в дизельных имеют формы камеры сгорания. В карбюраторных двигателях наибольшее распространение получили цилиндрические полусферические и клиновые камеры с верхним расположением клапанов. Для создания герметичности между блоком и головкой цилиндров установлена прокладка, а крепление головки к блоку цилиндров осуществлено шпильками с гайками. Прокладка должна быть прочной, жаростойкой и эластичной. Поршень воспринимает давление газов при рабочем такте и передает его через поршневой палец и шатун на коленчатый вал. Поршень представляет собой перевернутый цилиндрический стакан, отлитый из алюминиевого сплава. В верхней части поршня расположена головка с канавками, в которые вставлены поршневые кольца. Ниже головки выполнена юбка, направляющая движение поршня. В юбке поршня имеются приливы-бобышки с отверстиями для поршневого пальца.
При работе двигателя поршень, нагреваясь, расширится и, если между ним и зеркалом цилиндра не будет необходимого зазора, заклинится в цилиндре и двигатель прекратит работу. Однако большой зазор между поршнем и зеркалом цилиндра также нежелателен, так как это приводит к прорыву части газов в картер двигателя, падению давления в цилиндре и уменьшению мощности двигателя. Чтобы поршень не заклинивался при прогретом двигателе, головку поршня выполняют меньшего диаметра, чем юбка, а саму юбку в поперечном сечении изготавливают не цилиндрической формы, а в виде эллипса с большой осью его в плоскости, перпендикулярной поршневому пальцу. На юбке поршня может быть разрез. Благодаря овальной форме и разрезу юбка предотвращает заклинивание поршня при работе прогретого двигателя.
Поршневые кольца, применяемые в двигателях, подразделяются на компрессионные и маслосъемные. Компрессионные кольца уплотняют зазор между поршнем и цилиндром и служат для уменьшения прорыва газов из цилиндров в картер, а малосъемные снимают излишки масла с зеркала цилиндров и не допускают проникновение масла в камеру сгорания. Кольца, изготовленные из чугуна или стали, имеют разрез (замок). При установке поршня в цилиндр поршневое кольцо предварительно сжимают, в результате чего обеспечивается его плотное прилегание к зеркалу цилиндра при разжатии. На кольцах имеются фаски, за счет которых кольцо несколько перекашивается и быстрее притирается к зеркалу цилиндра, и уменьшается насосное действие колец. При установке колец на поршень их замки следует размещать в разные стороны. Для шарнирного соединения поршня с верхней головкой шатуна служит поршневой палец. Через пальцы передаются значительные усилия, поэтому их изготовляют из легированных или углеродистых сталей с последующей цементацией или закалкой ТВЧ. Поршневой палец представляет собой толстостенную трубку с тщательно отшлифованной наружной поверхностью, проходящую через верхнюю головку шатуна и концами опирающуюся на бобышки поршня. По способу соединения с шатуном и поршнем пальцы делятся на плавающие и закрепленные (обычно в головке шатуна). Наибольшее распространение получили плавающие поршневые пальцы, которые свободно поворачиваются в бобышках и во втулке, установленной в верхней головке шатуна. Осевое перемещение поршневого пальца ограничивается стопорными кольцами, расположенными в выточках бобышек поршня. При работающем двигателе в бобышках поршня возможны стуки пальцев из-за различного коэффициента линейного сплава и стали. Шатун служит для соединения поршня с кривошипом коленчатого вала и обеспечивает при такте рабочего хода передачу усилия от давления газов на поршень к коленчатому валу, а при вспомогательных тактах (впуск, сжатия, выпуск), наоборот, от коленчатого вала к поршню. При работе двигателя шатун совершает сложное движение. Он движется возвратно-поступательно вдоль оси цилиндра и качается относительно оси поршневого кольца. Шатун штампуют из легированной или углеродистой стали. Он состоит из стержня двутсеврового сечения, верхней головки, нижней головки и крышки. В стержне шатуна при принудительном смазывании плавающего поршневого пальца (в основном у дизелей) сверлится сквозное отверстие — масляный канал. Нижнюю головку, как правило, делают разъемной в плоскости, перпендикулярной к оси шатуна. В тех случаях, когда нижняя головка имеет значительные размеры и превышает диаметр цилиндра. Крышка шатуна изготовляется из той же стали, что и шатун, и обрабатывается совместно с нижней головкой, поэтому перестановка крышки с одного шатуна на другой не допускается. На шатунах и крышках с этой целью делают метки, чтобы обеспечить высокую точность при сборке нижней головки шатуна, его крышку фиксируют шлифованными поясками болтов, которые затягивают гайками и стопорят шклинтами или шайбами. В нижнюю головку устанавливают шатунный подшипник в виде тонкостенных стальных вкладышей, которые с внутренней стороны покрыты слоем антифрикционного сплава. От осевого смещения и провертывания вкладыши удерживаются выступами (усиками), которые входят в канавки нижней головки шатуна и его крышки. В нижней головке шатуна и во вкладыши делается отверстие для периодического выбрызгивания масла на зеркало цилиндра или на распределительный вал.
Для лучшей уравновешенности кривошипно-шатунного механизма разница в масле шатунов не должна превышать 6 — 8 г. В V-образных двигателях на каждой шатунной шейке коленчатого вала расположены два шатуна. В этих двигателях для правильной сборки шатуннопоршневой группы поршни и шатуны устанавливают строго по меткам. Коленчатый вал воспринимает силу давления газов на поршень и силы инерции возвратно-поступательно движущихся масс кривошипно-шатунного механизма. Силы, передающиеся поршнями на коленчатый вал, создают крутящий момент, который при помощи трансмиссии передается на колеса автомобиля. Коленчатый вал изготовляют штамповкой из легированных сталей или отливают из высокопрочных чугунов. Коленчатый вал состоит из коренных и шатунных шеек, противовесов, заднего конца с отверстием для установки шарикоподшипника ведущего вала коробки передач и фланца для крепления маховика, переднего конца, на котором установлен хроповик пусковой рукоятки и шестерня газораспределения, шкива привода вентилятора, жидкостного насоса и генератора. Шатунные шейки со щеками образуют кривошипы. Для разгрузки коренных подшипников от центробежных сил служат противовесы, которые изготовляют за одно целое со щеками, имеющими каналы для подвода масла, или прикрепляют к ним болтами. Если с обеих сторон шатунной шейки расположены коренные шейки, то такой коленчатый вал называется полнопорным.
В щеках коленчатого вала просверлены наклонные каналы для подвода масла от коренных подшипников к масляным полостям, выполненных в шатунных шейках в виде каналов большого диаметра, закрываемых резьбовыми заглушками. Эти полости являются грязеуловителями, в которых под действием центробежных сил при вращениии коленчатого вала собираются продукты изнашивания, содержащиеся в масле. Гнезда в блоке цилиндров под коренные подшипники и их крышки растачивают совместно, поэтому при сборке двигателя их необходимо устанавливать по меткам только на свои места. Тонкостенные вкладыши коренных подшипников покрыты таким же антифрикционным сплавом, что и вкладыши шатунных подшипников, и отличаются от последних только размерами. Широкое использование триметаллических сталеалюминиевых и сталесвинцовых вкладышей связано с тем, что слой антифрикционного покрытия обладает хорошими противоударными свойствами и повышенной прочностью. От продольного смещения и проворачивания вкладыши удерживаются выступами, входящие в соответствующие пазы в гнездах блока и их крышках. Осевые нагрузки коленчатого вала в большинстве карбюраторных двигателей воспринимаются упорной шайбой и стальными упорными кольцами, залитыми с внутренней стороны антифрикционным сплавом СОС-6-6, содержащим свинец, олово и сурьму. Осевые нагрузки коленчатого вала дизелей воспринимаются двумя парами упорных полуколец из бронзы или сталеалюминия, установленных в выточках задней коренной опоры.Маховик служит для обеспечения вывода поршней из мертвых точек, более равномерного вращения коленчатого вала многоцилиндрового двигателя при его работе на режиме холостого хода, облегчение пуска двигателя, снижение кратно-временных перегрузок при трогании автомобиля с места и передачи крутящего момента агрегатам трансмиссии на всех режимах работы двигателя. Маховик изготовляют из чугуна и динамически балансируют в сборе с коленчатым валом. На фланце маховика центрируются в строго определенном положении с помощью штифтов или болтов, которыми он крепится к фланцу. На обод маховика напрессован зубчатый венец, предназначенный для вращения коленчатого вала стартером при пуске двигателя. На торце или ободе маховика многих двигателей наносят метки, по которым определяют в. м. т. поршня первого цилиндра при установке зажигания (у карбюраторных двигателей) или момента начала подачи топлива (у дизелей).
Кривошипно-шатунный механизм состоит из следующих основных частей: цилиндра 7 (рис. 2), поршня 6 с кольцами 5, шатуна 3 с подшипником 2, поршневого пальца 4, коленчатого вала 10 с противовесами 9, вращающегося в подшипниках 1, и маховика 8. Детали кривошипно-шатунного механизма воспринимают большое давление (до 6…8 МПа) газов, возникающих при сгорании топлива в цилиндрах, а некоторые из них, кроме того, работают в условиях высоких температур (350° и выше) и при большой частоте вращения коленчатого вала (свыше 2000 мин»‘). Чтобы детали могли удовлетворительно работать длительное время (не менее 8…9 тыс. часов) в таких тяжелых условиях, обеспечивая работоспособность двигателя, их изготавливают с большой точностью из высококачественных прочных металлов и их сплавов, а детали из черных металлов (сталь, чугун), кроме того, подвергают термической обработке (цементации, закалке).
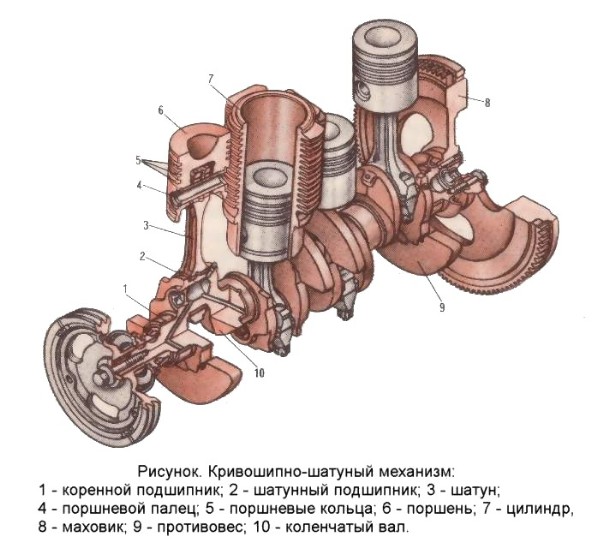
Рисунок 2 Кривошипно-шатунный механизм: 1 – коренной подшипник; 2 – шатунный подшипник; 3 – шатун; 4 – поршневой палец; 5 – поршневые кольца; 6 – поршень; 7 – цилиндр; 8 – маховик; 9 – противовес; 10 – коленчатый вал
В двигателе внутреннего сгорания топливо сгорает внутри цилиндров и тепловая энергия, выделяющаяся при этом, преобразуется в механическую работу. Рабочим циклом называется совокупность процессов, периодически повторяющихся в определенной последовательности в цилиндре. В четырехтактном двигателе рабочий цикл совершается за четыре такта: впуск, сжатие, рабочий ход (сгорание и расширение) и выпуск, или, иначе говоря, за два оборота коленчатого вала.
Такт – это процесс, происходящий в цилиндре за один ход поршня.
Ход поршня S — путь, проходимый поршнем от одной мертвой точки до другой.
Мертвыми точками называются крайние верхнее и нижнее положения поршня, где его скорость равна нулю. Верхняя мертвая точка сокращенно обозначается в.м.т., нижняя мертвая точка – н.м.т.
Рабочий объем цилиндра Vр – объем, освобождаемый поршнем при движении от в.м.т. до н.м.т.
Литраж – рабочий объем всех цилиндров двигателя.
Объем камеры сгорания Vc — объем, образующийся над поршнем, когда последний находится в в.м.т.
Полный объем цилиндра Vп – это его рабочий объем плюс объем камеры сгорания.
Индикаторная мощность – мощность, развиваемая расширяющимися газамитпри сгорании топлива в цилиндрах двигателя (без учета потерь).
Эффективная мощность – мощность, получаемая на маховике коленчатого вала. Она на 10 – 15% меньше индикаторной из-за потерь на трение в двигателе и приведение в движение его вспомогательных механизмов и приборов.
Литровой мощностью называется наибольшая эффективная мощность, получаемая с одного литра рабочего объема (литража) цилиндрического двигателя.
Рабочий цикл четырехтактного двигателя происходит следующим образом.
Первый такт – впуск. При движении поршня от в.м.т. (вниз) вследствие увеличения объема в цилиндре создается разрежение, под действием которого из карбюратора через открывающийся впускной клапан в цилиндр поступает горючая смесь (паров бензина с воздухом). В цилиндре горючая смесь смешивается с оставшимися в нем от предыдущего рабочего цикла отработавшими газами и образует рабочую смесь.
Второй такт – сжатие. Поршень движется вверх, при этом оба клапана закрыты. Так как объем в цилиндре уменьшается, то происходит сжатие рабочей смеси.
Третий такт – рабочий ход. В конце такта сжатия рабочая смесь воспламеняется электрической искрой и быстро сгорает (за 0,001 – 0,002 с). При этом происходит выделение большого количества тепла и газы, расширяясь, создают сильное давление на поршень, перемещая его вниз. Сила давления газов от поршня передается через поршневой палец и шатун на коленчатый вал, создавая на нем определенный крутящий момент. Таким образом, во время рабочего хода происходит преобразование тепловой энергии в механическую работу.
Четвертый такт – выпуск. После совершения полезной работы поршень движется вверх и выталкивает отработавшие газы наружу через открывающийся выпускной клапан.
Из рабочего цикла двигателя видно, что полезная работа совершается только в течение рабочего хода, а остальные три такта являются вспомогательными. Для равномерности вращения коленчатого вала на его конце устанавливают маховик, обладающий значительной массой. Маховик получает энергию при рабочем ходе и часть ее отдает на совершение вспомогательных тактов.
В целях получения большей мощности и равномерного вращения коленчатого вала двигатели делают многоцилиндровые. Так, в четырехцилиндровом двигателе за два оборота коленчатого вала получается не один, а четыре рабочих хода.
3. Учебные пособия, приспособления и инструменты
3.1. Учебные плакаты, стенды с разрезами КШМ, отдельные узлы и детали КШМ
4. Порядок проведения работы
4.1 Изучить принцип работы КШМ
4.2 Изучить устройство КШМ
4.3 Изучить неподвижные и подвижные детали КШМ
5. Содержание отчета
5.1 Описать назначение, общее устройство и работу КШМ
5.2 Описание принципа действия КШМ
5.3 Описание особенностей сборки деталей и узлов КШМ
5.4 Начертить схему КШМ
5.5. Описание материалов, применяемых для изготовления деталей КШМ
6. Контрольные вопросы
6.1. Назначение, устройство и принцип работы КШМ?
6.2. Краткое конструктивное описание элементов входящих в КШМ?
6.3. Порядок работы четырех-, шести- и восьмитактных двигателей?
6.4. Применяемые материалы для изготовления деталей КШМ двигателя?
6.5. Способ фиксации коленчатого вала от осевых перемещений у изучаемых двигателей?
6.6. Как установить поршень первого цилиндра в ВМТ?
6.7. Основные особенности устройства КШМ изучаемых двигателей?
6.8. Основные параметры двигателя?
6.9.Классификация двигателей?
6.10. Для чего служит дезаксаж двигателя?
6.11. Способы повышения надежности деталей и узлов КШМ?
Список литературы
Боровских Ю.Л,Кленников В.М., усторйство автомобиля. М Высшая школа, 1983г
Михайловский Е.В., Серебряков Е.Я. « Устройство автомобиля». Машиносртоение, 1985г.
Соснин Д. А. « Автотроника», СОЛОН- Р, 2001 г
Соснин Д. А., Колесниченко В.Н. « Теоретические аспекты современных электорнных систем зажигание для ДВС». Сборник трудов МАДИ. 1981 г.
Спинов В.Р. « Системы впрыска бензиновых двигателей» М. Машиностроение , 1995 г.
Селифонов В.В., Бирюков М.К. « Устройство и техническое обслуживание атобусов» , за рулем, федеральный комплект учебников.
ЮТТ В.Е. Электрооборудование автомобилей,- М Транспорт, 1989-
М.Н. Фесенко.Теория, конструкция и расчет автотракторного электрооборудование М- машиностроение.
Силы, действующие на детали кривошипно-шатунного механизма
При такте «сгорание—расширение» сила Р1, приложенная к поршневому пальцу, слагается из двух сил:
- силы P давления газов на поршень
- силы инерции Pи (сила инерции переменна по величине и направлению)
Суммарную силу P1 разложить на можно две силы: силу S, направленную вдоль оси шатуна, и силу N, прижимающую поршень к стенкам цилиндра.

Рис. Схема сил действующих на детали кривошипно-шатунного механизма
Силу S перенесем в центр шатунной шейки, а к центру коленчатого вала приложим две равные силе S и параллельные ей силы S1 и S2. Тогда совместное действие сил S1 и S создаст (на плече R) крутящий момент, приводящий во вращение коленчатый вал, а сила S2 нагрузит коренные подшипники и через них будет передаваться на картер двигателя.
Разложим силу S2 на две перпендикулярно направленные силы N1 и Р2. Сила N1 численно равна силе N, но направлена в противоположную сторону; совместное действие сил N и N1 образует момент Nl, который стремится опрокинуть двигатель в сторону, обратную вращению коленчатого вала. Сила P2 численно равная силе Р1, действует вниз, а сила Р действует на головку цилиндра вверх, т.е. в противоположную сторону. Разность между силами Р и P1 представляет собой силу инерции поступательно движущихся масс Ри. Наибольшей величины эта сила достигает в момент изменения направления движения поршня.
Вращающиеся массы шатунной шейки, щек кривошипа и нижней части шатуна создают центробежную силу Рц, направленную по радиусу кривошипа в от сторону центра вращения.
Таким образом, в кривошипно-шатунном механизме одноцилиндрового двигателя, кроме крутящего момента, возникающего на коленчатом валу, действует ряд неуравновешенных моментов и сил, как то:
- реактивный, или опрокидывающий, момент Nl, воспринимаемый опорами двигателя через картер
- сила инерции поступательно движущихся масс Ри, направленная по оси цилиндра
- центробежная сила вращающихся масс Рц, направленная по кривошипу вала
Боковая сила N достигает наибольшей величины при расширении газов, когда поршень прижимается к левой стенке цилиндра, чем и объясняется ее обычно больший износ.
Обсуждение:Кривошипно-шатунный механизм — Википедия
Материал из Википедии — свободной энциклопедии
В Кривошип и здесь — de:Kurbel. Fractaler 11:06, 3 ноября 2011 (UTC)
- И de:Kurbel, и en:Crank (mechanism) описывают кривошипно-шатунный механизм, в не только кривошип. Но en:Slider-crank linkage описывает только механизм. Ставлю интервики на эту статью —Grumbler (обс.) 12:44, 26 июля 2019 (UTC)
В статье «Патент» есть информация что этот механизм запатентован. Было бы не плохо указать патентообладателя. Или по крайней мере указать что он есть.
193.39.75.50 12:42, 12 июня 2015 (UTC)
Кривошипно-шатунный механизм (КШМ) предназначен для преобразования возвратно-поступательного движения поршня во вращательное движение (например, во вращательное движение коленчатого вала в двигателях внутреннего сгорания), и наоборот.
Поэтому:
В природе Задние конечности кузнечиков представляют собой кривошипно-шатунный механизм с неполным оборотом. Бедро и голень человека и роботов-андроидов тоже представляют собой кривошипно-шатунный механизм с неполным оборотом.
Неверно. Поскольку в обоих случаях преобразуется линейное движение (сокращение мышцы) в линейное же (толчок при ходьбе или прыжке). И нет явной оси на условной «станине», относительно которой можно было бы раскладывать движения на поступательные и вращательные. И невозможно выделить шатун и кривошип. И АИ тоже нет, ОРИСС лучше убрать.
Далее. Без малейших пояснений вставлена картинка
Пистолет Люгера, модель 1898 г.
Если это намёк, что у него запирание происходит посредством КШМ — то это тоже чисто формальное внешнее сходство. Поскольку и тут взаимопреобразований поступательного и вращательного нет и не требуется, а использована второстепенная и тривиальная особенность пары шатунов; тут ведь даже нет явного кривошипа, точнее, он ни с чем не связан. Да, в статьях про пистолет устоялась ошибочная формулировка «кривошипный механизм выводится из положения «мёртвой точки»», в которой неверно и то, и другое, но «оружейникам» объяснять специальные тонкости бесполезно, а в статье про собственно механическое устройство хотелось бы аккуратности. —Michael MM (обс.) 08:42, 6 февраля 2018 (UTC)
Коленчатый вал — Википедия
Коленчатый вал — деталь (или узел деталей в случае составного вала) сложной формы, имеющая шейки для крепления шатунов, от которых воспринимает усилия и преобразует их в крутящий момент. Составная часть кривошипно-шатунного механизма (КШМ).
Впервые столь важную механическую деталь как коленчатый вал описал и сконструировал средневековый учёный Аль-Джазари в Османской империи в 13 веке. В 1206 году в трактате «Китаб фи марифат аль-хиял аль-хандасийя» (Книга знаний об остроумных механических устройствах) описан механизм вала.
- Коренная шейка — опора вала, лежащая в коренном подшипнике, размещённом в картере двигателя.
- Шатунная шейка — опора, при помощи которой вал связывается с шатунами (для смазки шатунных подшипников имеются масляные каналы).
- Щёки — связывают коренные и шатунные шейки.
- Передняя выходная часть вала (носок) — часть вала на которой крепится зубчатое колесо или шкив отбора мощности для привода газораспределительного механизма (ГРМ) и различных вспомогательных узлов, систем и агрегатов.
- Задняя выходная часть вала (хвостовик) — часть вала соединяющаяся с маховиком или массивной шестернёй отбора основной части мощности.
- Противовесы — обеспечивают разгрузку коренных подшипников от центробежных сил инерции первого порядка неуравновешенных масс кривошипа и нижней части шатуна.
Определяются как результат расчётов, причём часть размеров задаётся исходя из выбранной компоновки. Например, количество шатунных шеек определяется в зависимости от числа цилиндров. В многорядных двигателях (V, W, X-образных, звездообразных) одна шатунная шейка воспринимает нагрузки сразу нескольких шатунов (или одного центрального, соединённого с прицепными). Коленчатый вал воспринимает крутящий момент, имеющий переменное значение, а следовательно, работает на скручивание и должен иметь достаточный запас прочности (обычно 2,5) по усталостному напряжению на сдвиг.
Стальные валы (чаще всего) имеют невысокое внутреннее демпфирование крутильных колебаний, что в некоторых случаях угрожает валу разрушением из-за резонанса при прохождении опасной зоны по числу оборотов. Поэтому валы такие снабжают демпферами крутильных колебаний, расположенными на переднем носке вала.
Кроме усталостной прочности, коленвалы должны иметь определённую площадь шеек, задающую контактное давление подшипников скольжения или качения. Максимальное контактное давление и скорость скольжения для антифрикционных материалов может быть несколько повышено при высокой твёрдости шеек и высококачественной смазке. Превышение их выше допустимых ведёт к выплавке/растрескиванию антифрикционного слоя или питтингу роликов (подшипники качения).
Диаметр шатунных шеек (исходя из упомянутых соображений) может быть увеличен косым разъёмом шатуна (что увеличивает его трудоёмкость и стоимость), длину же можно увеличить либо за счёт коренных шеек (что увеличивает контактное давление), либо увеличением расстояния между цилиндрами (что ведёт к увеличению габаритов и массы двигателя). В последние десятилетия, в связи с появлением новых высопрочных антифрикционных сплавов и высококачественных масел, длину шеек валов (а вместе с ним — и межцилиндровое расстояние) конструкторы сокращают.
Материал и технология изготовления заготовок коленчатых валов[править | править код]
Материал и технология изготовления зачастую тесно увязаны между собой. В данном случае, стальные валы (с целью достижения наивысшей прочности и вязкости) получают ковкой, чугунные (материал ковке не поддаётся) — литьём.
Стальные коленчатые валы[править | править код]
Коленчатые валы изготовляют из углеродистых, хромомарганцевых, хромоникельмолибденовых, и других сталей, а также из специальных высокопрочных чугунов. Наибольшее применение находят стали марок 45, 45Х, 45Г2, 50Г, а для тяжело нагруженных коленчатых валов дизелей — 40ХНМА, 18ХНВА и др[1]. Преимуществом стальных валов является наивысшая прочность, возможность получения высокой твёрдости шеек азотированием, чугунные валы — дешевле.
Выбор стали определяется поверхностной твёрдостью шеек, которую нужно получить. Твёрдость около 60 HRC (необходимая для применения роликовых подшипников) может быть получена, как правило, только химико-термической обработкой (цементация, азотирование, цианирование). Для этих целей годятся, как правило, малоуглеродистые хромоникелевые или хромоникельмолибденовые стали (12ХН3А, 18ХНВА, 20ХНМА, причём для валов средних и крупных размеров требуется большее легирование дорогостоящим молибденом. Однако в последнее время для этого стали употреблять дешёвые стали регламентированной прокаливаемости, позволяющие получить высокую твёрдость при сохранении вязкости сердцевины. Меньшая твёрдость, достаточная для надёжной работы подшипников скольжения, может быть получена закалкой ТВЧ как среднеуглеродистых сталей, так и серого или высокпрочного чугуна (45..55 HRC).
Заготовки стальных коленчатых валов средних размеров в крупносерийном и массовом производстве изготовляют ковкой в закрытых штампах на молотах или прессах, при этом процесс получения заготовки проходит несколько операций. После предварительной и окончательной ковки коленчатого вала в штампах производят обрезку облоя на обрезном прессе и горячую правку в штампе под молотом.
В связи с высокими требованиями механической прочности вала большое значение имеет расположение волокон материала при получении заготовки во избежание их перерезания при последующей механической обработке. Для этого применяют штампы со специальными гибочными ручьями. После штамповки перед механической обработкой, заготовки валов подвергают термической обработке — нормализация — и затем очистке от окалины травлением или обработкой на дробеметной машине.
Крупноразмерные коленчатые валы, такие как судовые, а также коленвалы двигателей с туннельным картером являются разборными, и соединяются на болтах. Коленвалы могут устанавливаться не только на подшипниках скольжения, но и на роликовых (шатунные и коренные), шариковых (коренные в маломощных моторах). В этих случаях и к точности изготовления, и к твёрдости предъявляются более высокие требования. Такие валы поэтому всегда изготовляют стальными.
Чугунные коленчатые валы[править | править код]
Литые коленчатые валы изготовляют обычно из высокопрочного чугуна, модифицированного магнием. Полученные методом прецизионного литья (в оболочковых формах) валы по сравнению со «штампованными» имеют ряд преимуществ, в том числе высокий коэффициент использования металла и хорошее демпфирование крутильных колебаний, позволяющее часто отказаться от внешнего демпфера на переднем носке вала. В литых заготовках можно получить и ряд внутренних полостей при отливке[2].
Припуск на обработку шеек чугунных валов составляет не более 2,5 мм на сторону при отклонениях по 5-7-му классам точности. Меньшее колебание припуска и меньшая начальная неуравновешенность благоприятно сказываются на эксплуатации инструмента и «оборудования», особенно в автоматизированном производстве.
Правку валов производят после нормализации в горячем состоянии в штампе на прессе после выемки заготовки из печи без дополнительного подогрева.
Масляные отверстия в коленвалах соединяют обычно соседние коренную и шатунную шейку, и выполняются сверлением. Отверстия в щёках при этом зачеканиваются либо закрываются пробками на резьбе.
Механическая обработка коленчатых валов[править | править код]
Сложность конструктивной формы коленчатого вала, его недостаточная жесткость, высокие требования к точности обрабатываемых поверхностей вызывают особые требования к выбору методов базирования, закрепления и обработки вала, а также последовательности, сочетания операций и выбору оборудования. Основными базами коленчатого вала являются опорные поверхности коренных шеек. Однако далеко не на всех операциях обработки можно использовать их в качестве технологических. Поэтому в некоторых случаях технологическими базами выбирают поверхности центровых отверстий. В связи со сравнительно небольшой жесткостью вала на ряде операций при обработке его в центрах в качестве дополнительных технологических баз используют наружные поверхности предварительно обработанных шеек.
При обработке шатунных шеек, которые в соответствии с требованиями технических условий должны иметь необходимую угловую координацию, опорной технологической базой являются специально фрезерованные площадки на щеках[3]. По окончании изготовления коленчатые валы обычно подвергают динамической балансировке в сборе с маховиком (автомобильные двигатели).
В большинстве случаев коленчатые валы предусматривают возможность их перешлифовки на ремонтный размер (обычно 4-6 размеров, ранее было до 8). В этом случае коленвалы шлифуют вращающимся наждачным кругом, причём вал проворачивается вокруг осей базирования. Конечно, эти оси для коренных и шатунных шеек не совпадают, что требует перестановки. При перешлифовке требуется соблюсти межцентровое состояние, и согласно инструкции, валы после шлифовки подлежат повторной динамической балансировке. Чаще всего это не выполняют, потому отремонтированные двигатели часто дают большую вибрацию. При шлифовании важно соблюсти форму галтелей, и ни в коем случае не прижечь их. Неправильная обработка галтелей часто приводит к разрушению коленчатого вала.
Термическая и химико-термическая обработка валов[править | править код]
Коленчатые валы для увеличения прочности и износостойкости шеек подвергают термической, а иногда и химико-термической обработке: закалка ТВЧ, азотирование, закалка поверхностного слоя (стали регламентируемой прокаливаемости 55ПП, 60ПП). Получаемая твёрдость зависит от количества углерода (закалка ТВЧ, обычно не более 50..55 HRC), либо вида ХТО (азотирование даёт твёрдость 60 HRC и выше)[1]. Глубина закалённого слоя шеек позволяет обычно использовать 4-6 промежуточных ремонтных размеров шеек вала, азотированные валы не шлифуют. Вероятность задира шейки с ростом твёрдости значительно снижается.
При ремонте коленчатых валов используются также методы напыления, в том числе — плазменного. При этом твёрдость поверхностного слоя может повышаться даже выше заводских значений (для закалки ТВЧ), а заводские диаметры шеек восстанавливают до нулевого размера.
При эксплуатации из-за разных причин могут наблюдаться такие неисправности:
- износ вала по коренным или шатунным шейкам;
- изгиб;
- разрушение вала[4];
- износ посадочных поверхностей под маховик, сальник (сальники), переднюю шестерню.
При износе шеек выше допустимого или незначительном изгибе, устранимом перешлифовкой, коленчатый вал обрабатывают под следующий ремонтный размер. Однако при больших задирах (например, при выплавлении вкладышей с проворотом) иногда перешлифовывают «через размер», т.е. сразу на 2 размера. Все коренные шейки, а также все шатунные шлифуют в один размер — например, коренные могут быть 2-го ремонтного размера, а шатунные 3-го, в любой комбинации размеров. Коленчатые валы с подшипниками качения и азотированные перешлифовке не подлежат.
Однако руководства по армейскому полевому ремонту (двигатели боевых машин) обычно предписывают индивидуальный ремонт, поэтому шатунные/коренные шейки могут иметь разный диаметр после шлифовки, и даже не иметь стандартного ремонтного размера(!). Вкладыши при этом растачиваются парами, используются заготовки с минимальным внутренним диаметром. Плюсом является наивысшая скорость починки и унификация запчастей (вкладыши).
Разрушение вала происходит от усталостных трещин[4], возникающих иногда из-за прижога галтелей при шлифовке. Трещины развиваются в некачественном материале (волосовины, неметаллические включения, флокены, отпускная хрупкость) либо при превышении расчётных величин крутильных колебаний (ошибки при проектировании, самостоятельная форсировка по числу оборотов дизеля). Возможна поломка по причине превышения числа оборотов, отказе демпфера, заклинивания поршня[5]. Сломанный вал ремонту не подлежит. При износе посадочных поверхностей могут применяться электрохимическая обработка, плазменная или электродуговая наплавка поверхностей, а также другие решения.
- Кулаев Д. Х. Динамика кривошипно-ползунного механизма с зазорами в шатунных подшипниках // Научный журнал НИУ ИТМО. Серия «Холодильная техника и кондиционирование». — 2009. — ISSN 2310-1148.