Ремонт блока и головки блока цилиндров – Ремонт головки блока цилиндров: поломки, ремонт, стоимость работы
- 28.12.2020
Ремонт блока цилиндров: как это делается
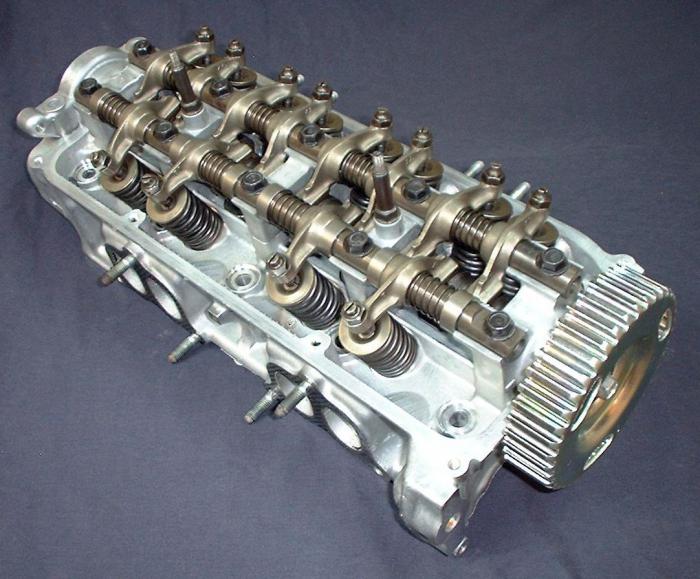
Итак, мы подошли к финишной прямой. В нашем двигателе Mitsubishi 4М41, который проехал полмиллиона километров, после ремонта головки блока цилиндров и цепного привода ГРМ осталось разобраться с кривошипно-шатунным механизмом и блоком цилиндров. К слову, именно по состоянию блока цилиндров озвучивались самые пессимистичные прогнозы — ведь такой пробег не мог не сказаться на геометрических характеристиках. Однако после полной ревизии блока этот двигатель окончательно влюбил в себя нашего мастера.
Кривошипно-шатунный механизм и блок цилиндров
Блок цилиндров — это металлическая корпусная деталь, в которой заключены элементы того самого кривошипно-шатунного механизма, благодаря которому поступательное движение поршней превращается во вращательное движение коленчатого вала. Внутри блока имеются полости, которые при работе мотора заполняются охлаждающей жидкостью — водяная рубашка. Блоки изготавливаются из чугунного или из алюминиевого сплава: сам по себе блок должен быть массивным, потому что воспринимает довольно увесистые ударные нагрузки, передаваемые от поршней. Также не стоит забывать о нагреве, последствия которого необходимо минимизировать.
Сверху блок накрывается головкой блока (ГБЦ), снизу — поддоном картера. В самом блоке располагаются гильзы, внутри которых перемещаются поршни. Внутренняя поверхность гильзы, которая непосредственно контактирует с поршнем, называется зеркалом цилиндра. В нижней части блока имеются «постели» — ложементы, в которые укладывается коленчатый вал, накрываемый крышками. При накрытии постели крышкой образуется отверстие, называемое коренной опорой коленвала.
Важно, чтобы блок цилиндров был достаточно жестким, так как силы, возникающие в процессе работы, пытаются скрутить, изогнуть и разорвать блок — именно поэтому он долгие десятилетия и оставался чугунным. Тренд современности — более легкие блоки цилиндров из алюминиевого сплава, с которыми (как и с облегченными чугунными) применяют интегрированные крышки коренных опор, называемые рамкой лестничного типа.
Итак, получается следующее: в классическом исполнении (как у нас, например) каждая коренная шейка коленчатого вала накрывается отдельной крышкой коренной опоры (ее часто называют бугелем). В рамке лестничного типа все бугели объединены в одну конструкцию, похожую на лестницу — таким образом конструкторы добились значительного повышения жесткости блока цилиндров. Недостатком данного подхода можно назвать стоимость изготовления подобной детали.
Разобравшись с блоком, переходим к движущимся частям — и первыми будут поршни. Они изготавливаются из алюминиевого сплава и конструктивно имеют юбку, днище и бобышки. Юбка — это боковая часть поршня, бобышки — это приливы, в которых выполнено отверстие под поршневой палец, а днище — это плоскость, обращенная непосредственно в камеру сгорания и непосредственно воспринимающая все нагрузки в процессе сжигания топливовоздушной смеси. Интересно, что днище поршня может быть плоским, как стапель краснодеревщика, а может иметь настолько сложную форму, что понять с первого раза, что это поршень, будет тяжело.
Сложность формы поршня, если таковая имеется, тщательно просчитана в угоду улучшению смешивания топлива с воздухом (что часто встречается в бензиновых ДВС с непосредственным впрыском топлива). Если же двигатель работает на дизеле (как наш), в поршне может находиться камера сгорания, а сам он будет значительно массивней своего бензинового собрата.
Поршень устанавливается в цилиндр с определенным зазором (часто 0.2–0.3 мм), потому для его уплотнения предусмотрены поршневые кольца. На современных двигателях поршень опоясывают два компрессионных и одно маслосъемное кольцо. Соединяется поршень с коленчатым валом через шатун — соединительный элемент. Один его конец крепится к поршню через палец, который запрессовывается или просто вставляется и стопорится кольцами в поршне и головке шатуна. Второй конец — разборный: для закрепления на коленвале необходимо установить крышку шатуна и затянуть ее болты или гайки крепления.
И коленвал с блоком, и шатуны с коленвалом контактируют через подшипники скольжения, они же вкладыши. Для дополнительного охлаждения поршней внутри блока могут быть установлены распылители масла, направленные на поршни.
Рядная «шестерка» считается одним из самых уравновешенных двигателей (в плане колебаний). У нас же — рядная «четверка», причем внушительного объема, а потому в блоке цилиндров установлены два балансирных вала, суть работы которых сводится к уменьшению колебаний двигателя.

Что может поломаться
Одни из самых уязвимых деталей двигателя — поршневые кольца: из-за нагара они могут залипнуть в буквальном смысле слова. При этом могут лопнуть сами кольца, а могут и перемычки на поршне, между которыми они установлены. Может, наконец, износиться непосредственно выборка под кольцо в поршне.
С самими поршнями потенциальных проблем меньше, но ситуацию это не облегчает. Самое простое, что может произойти — банальный износ и отклонение от номинального диаметра, полный же «трэш» — это прогорание поршня. Кроме того, возможен износ поршневого пальца и отверстий под палец в бобышках поршня.
С шатуном все еще проще: здесь есть два нюанса, которые проверяют всегда, и два, которые часто игнорируют. Первые — износ втулки малой головки шатуна и износ вкладышей шатунного подшипника, а вторые — величина изгиба и кручения шатуна. Тем не менее, как показывает практика, шатун — один из самых редко заменяемых элементов в двигателе.
Самая распространенная проблема с коленчатым валом — износ рабочих поверхностей, второе по «популярности» место занимают случаи проворота вкладышей. Случается это, когда отсутствует достаточное количество масла в месте контакта, из-за чего коленвал срывает вкладыши подшипников и начинает «весело» вращаться вместе с ними. Это по-настоящему тяжелый случай: при определенном невезении ремонт может стоить замены блока.
Износ упорных колец коленчатого вала — тоже проблема довольно неприятная, хоть и незначительная на первый взгляд. Дело здесь в том, что не выявленный вовремя дефект в будущем может привести к заклиниванию двигателя — ведь на коленвал во время работы действуют силы и в продольном направлении тоже. Достаточно сместить вал на критическое расстояние — и поршни от перекоса просто заклинит. Стоит заметить, что поломка самого «колена» тоже возможна, хоть для этого и придется постараться.
В самом блоке конструктивно ломаться практически нечему — но это не означает, что с ним не бывает проблем, очень даже наоборот. Самые распространенные — износ цилиндров или коробление контактной поверхности блока с головкой из-за перегрева. Особо нерадивые автовладельцы, впрочем, могут сломать и сам блок цилиндров. Для этого нужно лишь выполнить парочку нехитрых операций: первая — залить в систему охлаждения обычную воду (можно дистиллированную), а вторая — оставить автомобиль на улице на ночь при минус 20°С.
Что измеряют при капремонте
Прежде всего, после разборки измеряют наружный диаметр поршней в строго определенной плоскости (поперек оси пальца) и на заданном расстоянии от поверхности днища поршня. Производитель может изготовлять поршни в нескольких размерах: номинальном и ремонтных — эти данные приведены в технической документации. Если поршень в «номинале» (как это оказалось у нас), проверяют биение шатуна и пальца. Профессионал может засечь неладное, что называется, на ощупь — неопытному же механику придется все-таки выпрессовать палец из поршня и шатуна. После выпрессовки необходимо измерить наружный диаметр пальца и внутренние диаметры втулки шатуна и отверстий в поршне, путем несложной математики вычислить зазор в данной сборке и принять финальное решение об утилизации или дальнейшем применении этого комплекта.

Вооружившись набором плоских щупов, специалисты-механики измеряют зазор между кольцом и выборкой в поршне: если он превышен — поршень отправляется под замену. Так как мы проводим капитальный ремонт, замена колец даже не обсуждается — это само собой разумеющийся факт.
Практически закончив с подвижными элементами, переходим к блоку цилиндров, для обмера которого необходим так называемый нутромер. Это приспособление, предназначенное для измерения внутреннего диаметра с высокой точностью, которая обеспечивается индикатором часового типа. Внутренний диаметр измеряют на трех уровнях и в двух взаимно перпендикулярных плоскостях: это необходимо для наиболее точного понимания величины и характера износа цилиндра. Характер износа в данном случае — величина бочкообразности и овальности цилиндра. Все дело в том, что нагрузка на цилиндр неравномерна, а, следовательно, неравномерен и его износ: ближе к центру величина износа будет расти, а затем снова уменьшаться. Из-за этого цилиндр в профильном разрезе слегка «округляется» и становится похожим на бочку. В свою очередь, поршень давит на цилиндр только в одном направлении, вырабатывая поверхность и превращая ее в овальную. Повторюсь, точность при работе с блоком должна быть предельной — никаких приблизительных размеров существовать просто не может: в технической документации обязательно есть цифры предельно допустимой бочкообразности и овальности цилиндров.
В конце концов, ревизии подвергается и коленчатый вал. У него измеряют диаметры коренных и шатунных шеек и, при необходимости, шлифуют до следующего ремонтного размера, если таковой предусмотрен. При помощи известного нам нутромера измеряются диаметры отверстий коренных опор (с установленными вкладышами, конечно). Затем, имея наружный диаметр шеек и внутренний диаметр опор, определяют масляный зазор: если он превышает допустимый, вкладыши отправляются под замену, а коленвал — на шлифовку. Кроме того, выше мы упоминали об осевом люфте коленвала — разумеется, при дефектовке измеряют и его, и если люфт завышен, заменяют упорные кольца коленвала.

Как ремонтируется блок
Если состояние цилиндров совсем не позволяет продолжить эксплуатацию блока, его отправляют на расточку цилиндров до следующего ремонтного размера. Бывает, что производитель не предоставляет такой роскоши, тогда блок «гильзуют» — восстанавливают гильзованием. Как несложно догадаться, в этом случае существующую гильзу значительно растачивают и впрессовывают в нее еще одну гильзу с внутренним диаметром номинального размера. Однако это решение — уже не очень надежное, и некоторые мастера предсказывают такому двигателю не более 50 тысяч километров потенциального пробега.

Если же блок растачивают, то, разумеется, и поршни с кольцами подбирают соответствующего размера. Шлифовка шеек коленчатого вала уменьшает их размер — а значит, и для них необходимо подобрать вкладыши следующего ремонтного размера. Работу облегчает то, что в техдокументации обычно присутствует размерная сетка подбора вкладышей.
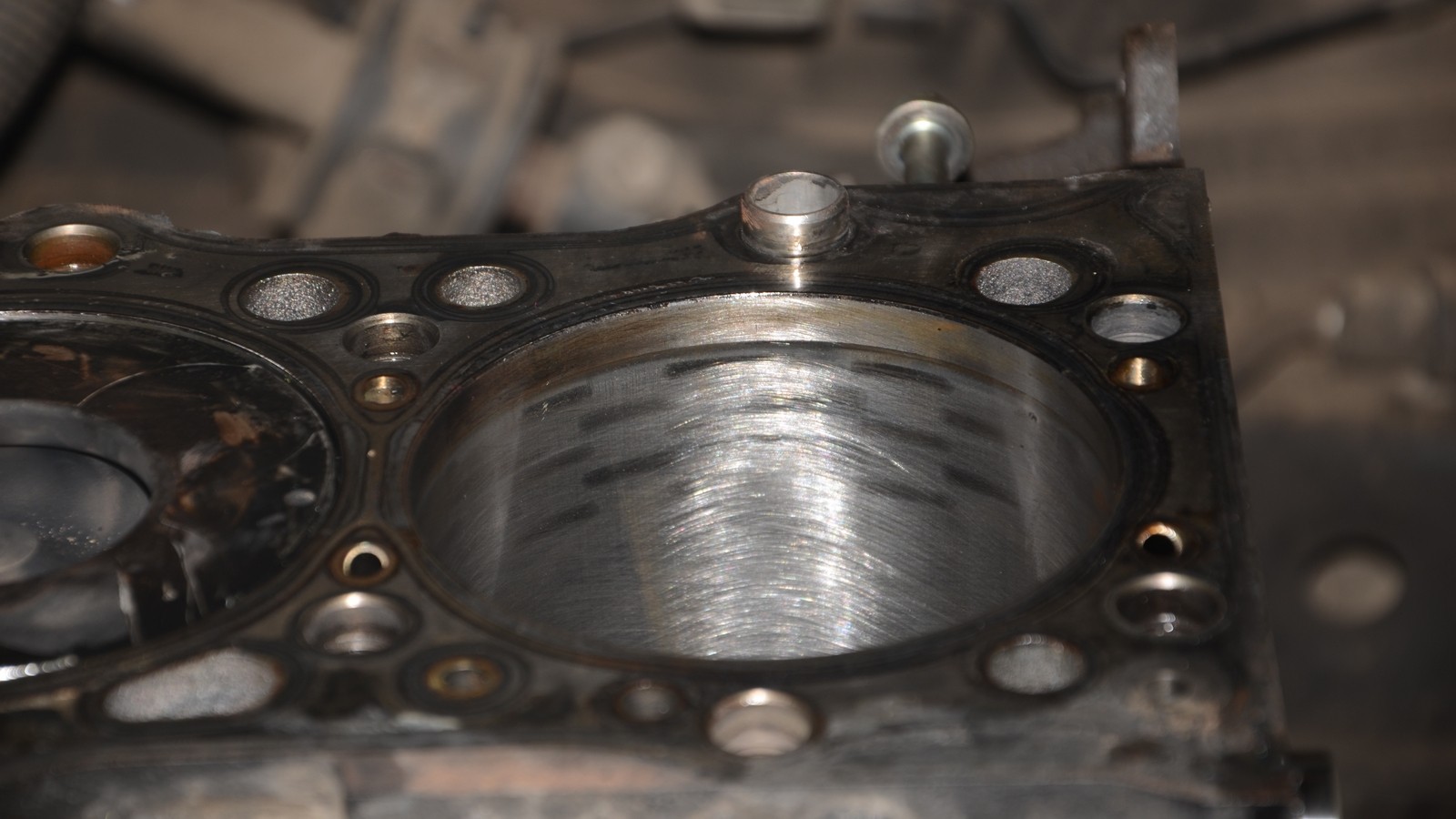
Перед установкой поршней зеркало цилиндра подвергают хонингованию. Это процесс, который не изменяет размера цилиндра, но благодаря которому значительно уменьшается износ трущихся поверхностей. Хонингование — это нанесение небольших рисок на поверхность цилиндра с помощью специальных камней. Необходимо это для того, чтобы на поверхности цилиндра задерживалось моторное масло, увеличивая тем самым ресурс поршневой группы.
Ремонта блока цилиндров двигателя Mitsubishi 4М41
В нашем конкретном случае обошлось без сложных или интересных особенностей ремонта, так как замеры поршней, цилиндров и шеек коленчатого вала показали номинальные размеры.
Мнения наши разделились диаметрально: я немного расстроился, хозяин автомобиля — повеселел, а мастер… ему было все равно. Тем не менее, все мы очередной раз подивились стойкости данного мотора.
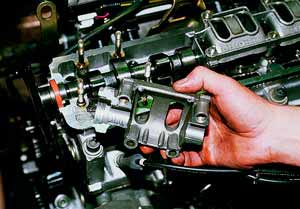
Перед разборкой блока и цилиндропоршневой группы мы сняли масляный поддон — и приступили к основной работе. Она свелась к извлечению поршней с шатунами из блока цилиндров. На всякий случай мы отметили номерами каждый поршень в соответствии с номером цилиндра.
После обмера поршней и цилиндров мы пришли к выводу, что коленчатый вал снимать смысла нет, так как биение отсутствует. Кольца все же заменили — да и то только потому, что они были предусмотрительно приобретены владельцем.
 | 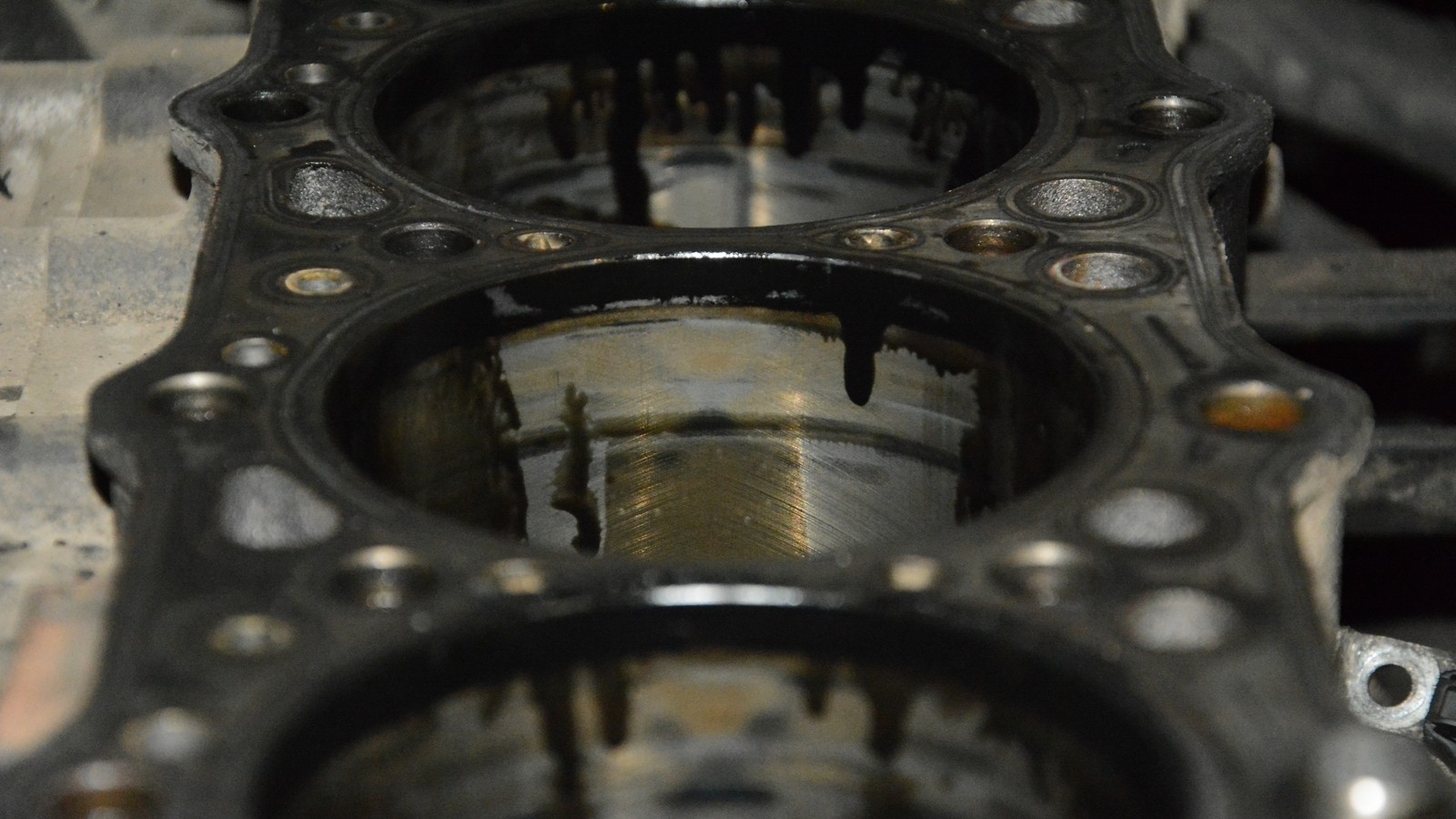 |
Дефекты же в разобранном нами моторе просто отсутствовали: никаких чрезмерных люфтов в сборке шатун-поршень, никаких задиров на шатунных вкладышах… Закончив дефектовку, мы в очередной раз убедились, что дорогое масло себя окупило.
 |  |
После измерения коробления поверхности блока цилиндров мастер со словами «Ну хоть что-то же надо с ним сделать?!», отправил его на хонинговку цилиндров, а все прочие элементы — на тщательную мойку. После этого начался процесс сборки КШМ (кривошипно-шатунного механизма).
В шатуны и их крышки были установлены новые вкладыши, на поршни установили новые кольца.
Компрессионные кольца необходимо устанавливать в строго определенном направлении, и касается это абсолютно всех двигателей, а потому, чтобы не перепутать их, на поверхности кольца нанесены метки: надпись «ТОР» или иная.

Особенности установки поршневых колец на этом не заканчиваются. Поршневые кольца имеют разрез — ведь, во-первых, кольцо все-таки надо как-то установить на поршень, а во-вторых, компенсировать его тепловое расширение. Разрез этот называется замком кольца. Так вот, при установке колец их замки необходимо развести в разные стороны, чтобы минимизировать прорыв газов.
После выполнения всех вышеперечисленных операций мы нанесли на цилиндры свежее масло, установили на поршень специальное приспособление для обжима колец, четко сориентировали поршень относительно коленвала и блока, и легкими ударами рукояткой молотка установили шатунно-поршневую группу в блок.
Если бы мы разбирали шатунно-поршневую группу, то при ее сборке пришлось бы следить за правильной установкой шатуна относительно поршня — в противном случае может возникнуть чрезмерный износ шатунных шеек коленвала. Нельзя изменять и расположение поршня в цилиндре: это очень важно, так как ось пальца самую малость не совпадает с осью поршня. Если нарушить установку, со временем в двигателе может возникнуть стук. Установив все поршни в блок цилиндров, мы подвели шатуны к шейкам коленчатого вала, установили крышки шатунов и затянули гайки их крепления с определенным моментом затяжки.

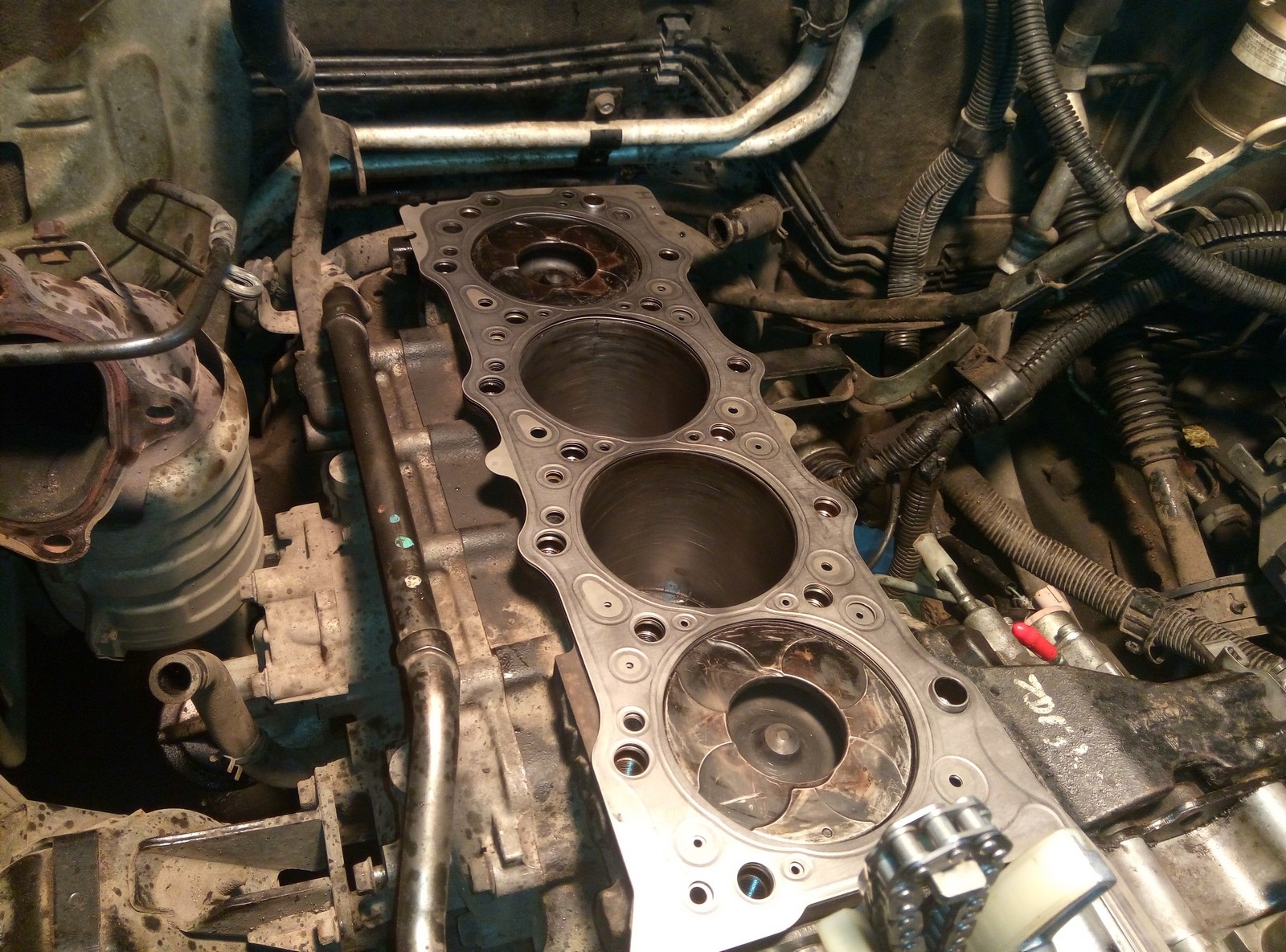
Отдельно остановлюсь на подборе прокладки головки блока цилиндров: у всех современных дизельных двигателей необходимо подбирать прокладку ГБЦ по толщине. Толщина эта будет зависеть от величины выступания поршня над поверхностью блока цилиндров. Так, после сборки КШМ каждый из поршней поочередно выводят в ВМТ и с помощью индикатора часового типа на стойке измеряют выступание поршня. Замер выполняют в двух противоположных точках поршня, потом вычисляют среднее арифметическое и в зависимости от высоты выступания подбирают толщину прокладки. Это — весьма важный момент, не уделив должного внимания которому можно поплатиться скорым прогоранием прокладки.
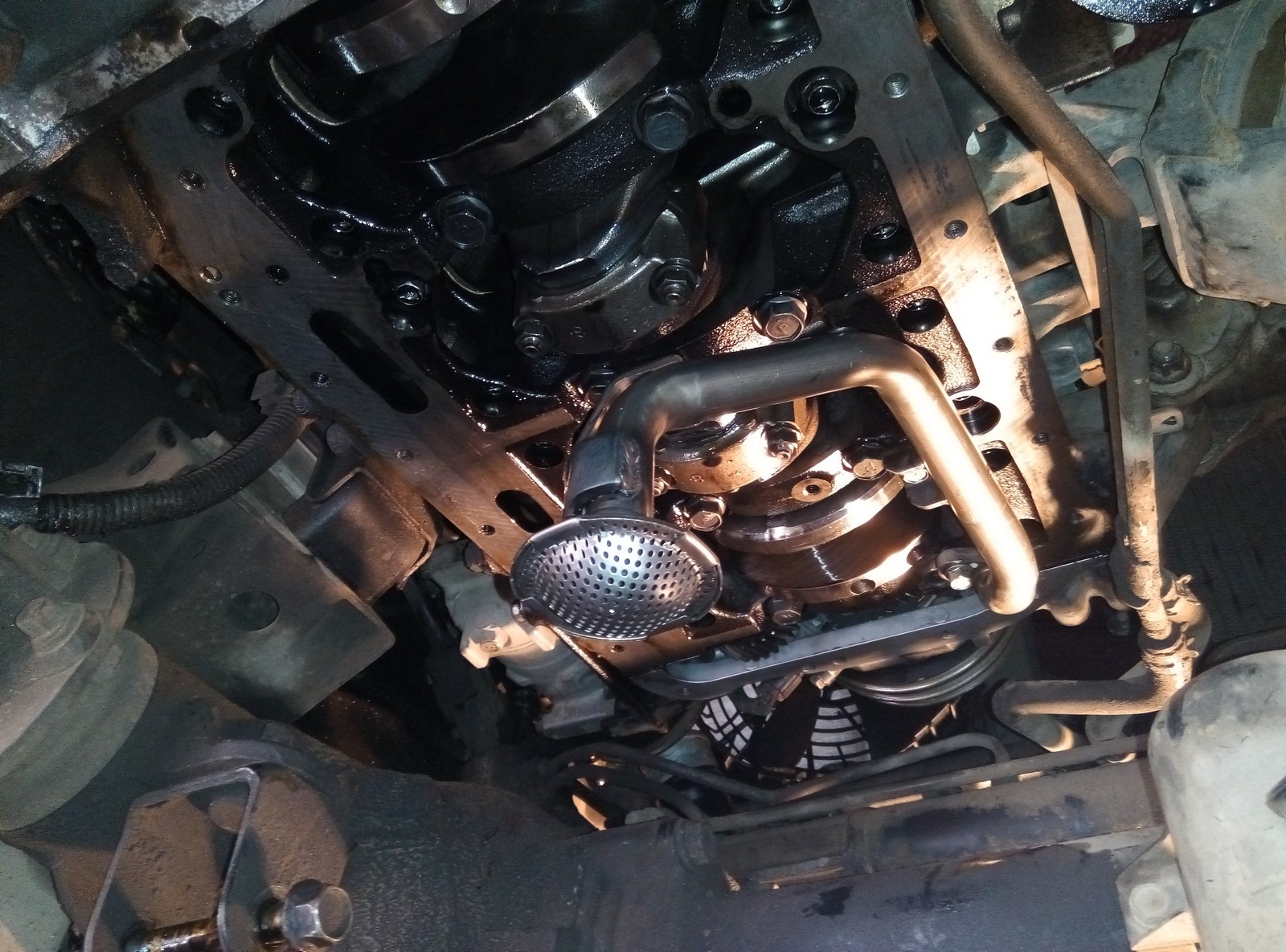
После установки всех и вся в блок цилиндров, мы накрыли его снизу масляным поддоном, предварительно тщательно очистив оный, промыв и высушив. Непосредственно перед установкой поддона на его поверхность нанесли специальный герметик и в течение 15 минут после нанесения установили поддон на блок, затянув болты крепления с необходимым моментом затяжки.
 |  |
Ремонт завершен!
На этом ремонт нашего мотора был завершен — пожалуй, нам удалось описать его в мельчайших подробностях. Вместо вывода можно было бы составить оду моторному маслу, но мы ограничимся малым, сказав очевидное: следите за тем, что льете в системы двигателя. Это, разумеется, не решит абсолютно всех потенциальных проблем вроде перегрева или перегрузки, но определенно поможет мотору прожить более долгую и счастливую жизнь.
Опрос
Приходилось ли вам ремонтировать блок цилиндров на своем автомобиле?
Всего голосов:
Наши возможности (Работы по головке блока цилиндров)
Вас интересует выгодная цена на ремонт головки блока цилиндров двигателя? Наиболее доступную стоимость готов предложить вам специализированный центр ООО «МоторИнтех». Доверять все работы, связанные с двигателем в целом и с ремонтом ГБЦ можно только профессионалам. Почему? По той простой причине, что без соответствующего опыта и знаний, без профессионального инструмента, мотор так и останется до конца «не долеченным».
Правильная работа ГБЦ — основная составляющая успешной работы двигателя в целом. Наиболее качественный ремонт ГБЦ возможен только при наличии высокотехнологичного оборудования и квалифицированных специалистов.
Ремонт ГБЦ включает в себя несколько этапов: подготовительные работы (мойка и опрессовка, разборка и дефектация), ремонт деталей клапанного механизма, ремонт постелей распределительных валов, ремонт резьбовых соединений и отверстий, обработку плоскостей и окончательную сборку.
Подготовительные работы
Любые работы по ремонту ГБЦ начинаются с демонтажа навесного оборудования и технологической мойки. Это позволяет очистить ГБЦ от масляных отложений, продуктов горения и других загрязнений, которые могут скрыть поверхностные дефекты ремонтируемой детали. Первоначальная оценка объема работ и порядок их выполнения в случае обнаружения таких дефектов может значительно изменяться.
Следующий этап подготовки к ремонту — опрессовка ГБЦ, в ходе которой проверяется герметичность рубашки охлаждения, при обнаружении микротрещин, в большинстве случаев ГБЦ подлежит замене. Опрессовка также проводится после замены прогоревших, износившихся или разрушенных седел клапанов. Работы по опрессовке выполняются специалистами ООО «МоторИнтех» на специальном оборудовании в условиях максимально приближенных к условиям работы двигателя.
Для дальнейшего определения состояния ремонтируемой головки необходима разборка клапанного механизма и его последующая дефектация. Даже такая незначительная операция должна выполняться исключительно профессионалами, что гарантирует сохранность разбираемых деталей и возможность дальнейшего их использования. Дефектация, ремонтируемых ГБЦ, проводится с помощью специального измерительного инструмента. В ходе дефектации определяется объем предстоящих работ по ремонту ГБЦ.
Ремонт деталей ГБЦ
После проведения подготовительных работ производится замена изношенных и деформированных деталей новыми. При отсутствии заводских направляющих втулок клапанов, таковые могут быть изготовлены в нашем специализированном центре ООО «МоторИнтех» из аналогичных сплавов. Всегда заменяются все резиновые детали, прокладки и сальники.
Наибольшую сложность представляет собой восстановление распределительных валов ГБЦ и их постелей. Дефекты, возникающие при неправильной эксплуатации двигателя, (работа без смазки, перегрев двигателя) приводят к деформации распределительных валов и износу опорных шеек и кулачков, образованию задиров, глубоких царапин и рисок как на самих валах, так и на их постелях, что может привести к необратимым последствиям вплоть до выхода из строя всего двигателя. Современные технологии ремонта в большинстве случаев позволяют восстанавливать изношенные поверхности постелей и распределительные валы, продлевая тем самым срок службы ГБЦ. Исключение составляют полые облегченные распределительные валы, которые при любых повреждениях подлежат обязательной замене.
Если у Вас возникли проблемы, связанные с восстановлением Распредвалов и постелей РВ, обращайтесь в наш специализированный центр ООО «МоторИнтех», и мы качественно и быстро решим ваши проблемы.
Следующий этап заключается в восстановлении всевозможных резьбовых и крепежных элементов, резьб свечных колодцев, а на дизельных головках блока отверстий форсунок и свечей накаливания.
Одной из заключительных операций по ремонту ГБЦ является фрезеровка привалочной плоскости. Операция сводится к выравниванию плоскости ГБЦ на фрезерном или шлифовальном станках для обеспечения герметичного соединения головки блока цилиндров с блоком цилиндров по всей площади плоскости и исключения возможных утечек технических жидкостей, циркулирующих в каналах систем смазки и охлаждения. Многие заводы-изготовители допускают незначительное уменьшение высоты головки блока цилиндров и выпускают ремонтные прокладки увеличенной толщины.
Перед окончательной сборкой клапанного механизма необходимо обработать седла и фаски клапанов для обеспечения герметичного перекрытия впускных и выпускных каналов во время работы двигателя. Детали клапанного механизма обрабатываются в специализированном центре ООО «Моторинтех» на современных высокоточных станках, а проверка качества выполненных работ производится на специальных измерительных установках.
В заключение, на некоторых моделях двигателей современных автомобилей необходима ручная регулировка зазоров привода клапанов с помощью измерительных щупов.
Ремонт головки блока цилиндров своими руками » АвтоНоватор
Начнем с того, что определимся с понятиями. Блок цилиндров современного автомобиля – это основа двигателя, на которую производится монтаж остальных составляющих двигателя: цилиндры, коленчатый вал, поддон картера, головка блока цилиндров.
Что нужно для ремонта головки блока цилиндров?
Вот именно неисправности и ремонт головки блока цилиндров, нас интересует. Возможен ли ремонт головки блока цилиндров своими руками в гаражно-домашних условиях? И народные умельцы отвечают однозначно, — да, ремонт головки цилиндров своими руками возможен.

Начнем с уточнения того, что ремонт головки цилиндров – операция сложная и потребует от вас: мало-мальского понимания устройства блока, наличие специального слесарного инструмента и умения им владеть.
Элементарные инструменты необходимые для ремонта ГБЦ
- Оправка для запрессовки маслоотражательных колпачков.
- Микрометр для измерения клапанов и направляющих втулок.
- Развертка для разворачивания новых втулок.
- Оправка для выпрессовки втулок.
- Оправка для запрессовки втулок.
- Приспособления для рассухаривания клапанных пружин.
- Набор зенкеров для реставрации сёдел клапанов.
- Электрическая плитка для нагрева ГБЦ при дефектовке и перед запрессовкой втулок.

Не забываем о нужных запчастях и метках
Как правило, практически любой ремонт головки цилиндров требует её демонтажа. Исключения составляет, например, замена маслосъёмных колпачков. Поэтому, прежде, чем начинать демонтаж ГБЦ подумайте о приобретении необходимого комплекта запчастей.

Сегодняшний рынок предоставляет наборы Head Set (а, по простому – верхние наборы), которые включают в себя прокладку ГБЦ и все сальники и прокладки, находящиеся выше основной прокладки.
Ну-с, инструмент и минимальный комплект готовы, начинаем поиски неисправностей ГБЦ.
Ищем неисправности головки блока цилиндров
Перед демонтажом обязательно проводим проверку взаимного положения коленвала и распредвала по меткам. Вплоть до того, что наносим самостоятельно дополнительные метки.

Для конкретных моделей авто технология демонтажа ГБЦ описана в мануалах. Но особенности некоторых операций напомнить стоит.
- болты крепления головки ослабляем с середины на 0,5-1 оборот, поочередно. Болты со внутренними шлицами предварительно очистить от нагара, иначе неплотно вошедший ключ грозит срывом и проблемами при демонтаже;
- при демонтаже ГБЦ, если отсутствует схема подсоединения всевозможных вакуумных трубок, то необходимо зарисовать эту схему самому, предварительно нанеся соответствующие метки.
- при снятии пружин клапанов используйте съёмники для рассухаривания, но никак не принцип «сильного молотка».
Контроль состояния ГБЦ
По сути, в ГБЦ не так уж и много основных параметров, которые нуждаются в проверке, прежде, чем вы начнете ремонт головки блока цилиндров. Поэтому давайте начнем искать типичные неисправности головки блока цилиндров.
Нижняя плоскость ГБЦ. Проверяется при помощи лекальной линейки и набора щупов. Линейка кладётся по диагоналям головки на плоскости и при помощи щупа определяется толщина зазора. Если зазор более, чем максимально допустимый зазор в 0,05-0,06 мм, то требуется шлифовка головки блока цилиндров.
Износ опорных шеек кулачкового вала и подшипников. Все диаметры измеряются микрометром и сравниваются с показателями максимально допустимых, для той или иной модели двигателя. По результатам измерений принимается решение о виде ремонта или замены деталей. Не забываем визуально оценивать наружное состояние поверхностей. Они не должны иметь явных признаков механических повреждений: царапины, сколы, задиры, канавки и т.д.

Контроль износа стержней клапанов и втулок. Производится микрометром в нескольких контрольных точках стержня по окружности. Клапан меняется, если разница диаметров превышает максимально допустимые параметры определенные производителем.

Если у вас отсутствует такой прибор, как нутромер, для определения изношенности направляющих втулок, то ее можно определить по люфту клапана (нового) во втулке. Как правило, втулки меняются на новые.
Износ таких деталей, как: сёдла, рычаги, коромысла, кулачки определяется визуально. Если фаска на клапане «провалена», но стержень в порядке, то её обрабатывают, и клапан может быть вновь использован.
Другие дефекты ГБЦ также можно определять визуально. Наличие на поверхности головки блока заусениц, засечек устраняется шлифовкой головки блока цилиндров для устранения негерметичного соединения ГБЦ с самим блоком.
Таким образом, ремонт головки блока цилиндров, мы с вами проводим одновременно с дефектовкой, как говорится, — по мере поступления неприятностей.
Удачи вам при проведении ремонта головки блока цилиндров своими руками.
Ремонт головки блока цилиндров на легковом авто
Головка блока цилиндров (ГБЦ) является обязательной составляющей любого автомобильного двигателя. Именно в камерах сгорания головки происходит сжатие воздушно-топливной смеси, затем смесь воспламеняется от искры свечи зажигания, и совершается рабочий цикл.
Чтобы создать нужное давление в цилиндрах, ГБЦ должна быть обязательно герметичной, для герметичности между ней и блоком цилиндров устанавливается прокладка. Но следует отметить, что есть конструкции двигателей внутреннего сгорания (ДВС), в которых ГБЦ является единым целым с блоком цилиндров, то есть, является монолитом. В качестве примера можно привести австрийский дизельный ДВС Штайер, который устанавливался на автомобили производства ГАЗ в конце 90-х годов XX столетия. В таком двигателе нет прокладки головки, что повышает надежность соединения, но усложняет ремонт двигателя.
Что представляет собой головки блока
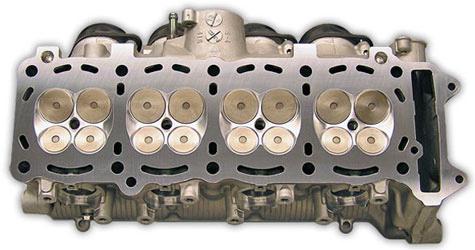
ГБЦ легковых автомобилей изготавливаются из чугуна или алюминия, но в последнее время чугун почти не применяется – металл имеет свои недостатки. В любой головке блока количество камер сгорания равно количеству цилиндров в моторе, и если в ДВС 4 цилиндра, то значит, и камер сгорания в нем тоже 4.
В состав ГБЦ входит:
- выпускные и впускные клапана;
- направляющие втулки;
- клапанные пружины;
- сухари;
- маслосъемные колпачки;
- толкатели;
- седла клапанов.
Практически все современные двигатели имеют верхнее расположение распредвала, поэтому в головке блока есть посадочное место (постель) под распределительный вал. Клапана в ГБЦ нужны для наполнения цилиндров топливно-воздушной смесью:
- через впускные клапана смесь поступает в цилиндр;
- через выпускные клапана отработанные газы выводятся из двигателя.
Клапана поднимаются и опускаются с помощью кулачков распределительного вала и ходят по направляющим, запрессованным в ГБЦ. Зазор между кулачками и клапанами регулируется с помощью толкателей, которые в свою очередь могут быть гидравлическими или механическими.
Маслосъемные колпачки нужны для уплотнения соединения, они предотвращают попадание масла в камеру сгорания. Под тарелками клапанов находятся седла, и когда клапан закрыт, с помощью седла обеспечивается герметичность в камере сгорания.
Современные двигатели легковых автомобилей могут иметь по два или четыре клапана на цилиндр, и если в ДВС 4 цилиндра, такие моторы называется 8-ми или 16-ти клапанными.
 Когда требуется ремонт головки блока
Когда требуется ремонт головки блока
 Когда требуется ремонт головки блока
Когда требуется ремонт головки блокаАвтомобильные двигатели имеет свойство ломаться, выход ДВС из строя может происходить по разным причинам. В том числе возникает различные неисправности и в головке блока цилиндров, причиной может послужить:
- прогоревший клапан;
- деформация поверхности ГБЦ вследствие перегрева;
- появление трещин в головке;
- износ направляющих втулок;
- износ седел.
Ремонт головки блока цилиндров своими руками
Ремонт ГБЦ можно произвести самостоятельно – здесь многое зависит от навыков ремонтника и от сложности самого двигателя. Наименьшую сложность представляет собой ремонт 8-клапанной головки блока, самое простое здесь – это замена маслосъемных колпачков, если не считать регулировки клапанов. На многих моделях автомобилей замену м/с колпачков можно произвести, не снимая ГБЦ, в зависимости от сложности двигателя работа может занимать от нескольких часов до одного дня.
Нередко на головке блока прогорают выпускные клапана, прогар может происходить:
- из-за некачественного бензина;
- по причине недостаточно зазор в клапанах;
- из-за образования масляного нагара в камере сгорания.
Для того чтобы заменить клапан, головку блока уже в любом случае необходимо снимать. При наличии автослесарных навыков работа по замене клапанов особой сложности не представляет, и в данном случае ремонт головки блока своими руками мы производим следующим образом:
- снимаем ГБЦ;
- рассухариваем прогоревший клапан и вынимаем его;
- берем новый клапан, наносим на его фаску притирочную пасту и притираем клапан по седлу;
- герметичность посадки клапанов проверяется бензином или соляркой, которые наливаются в камеру сгорания. Если жидкость из камеры не уходит, значит, клапан притерт хорошо;
- после притирки засухариваем клапан, устанавливаем ГБЦ на место.
 По мере износа головки блока иногда требуется замена седел клапанов, но выполнить такую работу самостоятельно получается далеко не у всех. Сложности возникают с выпрессовкой и запрессовкой седел, к тому же, после замены седла для более быстрой притирки клапанов необходимо обработать поверхность седел шарошками. За подобную работу самостоятельно все же рекомендуется не браться, и доверить такое дело автосервисам, специализирующимся на капремонте двигателей. Тем более, для того, чтобы перепрессовать седла, требуется в специальных условиях охлаждать саму ГБЦ и нагревать седла.
По мере износа головки блока иногда требуется замена седел клапанов, но выполнить такую работу самостоятельно получается далеко не у всех. Сложности возникают с выпрессовкой и запрессовкой седел, к тому же, после замены седла для более быстрой притирки клапанов необходимо обработать поверхность седел шарошками. За подобную работу самостоятельно все же рекомендуется не браться, и доверить такое дело автосервисам, специализирующимся на капремонте двигателей. Тем более, для того, чтобы перепрессовать седла, требуется в специальных условиях охлаждать саму ГБЦ и нагревать седла.
Замена направляющих втулок – дело непростое, так как втулки также меняются методом перепрессовки. Важно новую направляющую установить по центру, если втулка установится криво, клапан придется притирать очень долго. После того как направляющая втулка установлена на место, с помощью развертки обрабатывается ее внутренний диаметр.
Ремонт головки блока ВАЗ
 Ремонт головки блока ВАЗ
Ремонт головки блока ВАЗВ модельном ряде автомобилей ВАЗ есть переднеприводные и заднеприводные автомобили, и если на ВАЗ-классике устанавливаются только 8-клапанные ГБЦ, на «переднем приводе» последнее время на двигателях преимущественно ставятся 16-кл. головки блока. 16-клапанными ГБЦ комплектуются такие автомобили как «Лада Калина», «Приора», «Лада Гранта», ВАЗ 2110-12.
Ремонт 16-клапанной головки блока сложнее, снятие и установка ГБЦ – также более трудоемкая работа. Для того чтобы снять головку блока на 16-кл. ВАЗ, делаем следующее:
На многих 16-клапанных моторах замена клапанов может потребоваться в том случае, если обрывает ремень ГРМ. Такой ремонт головки блока ВАЗ автовладельцы могут произвести самостоятельно, но замену седел и направляющих втулок следует доверить профессионалам.
Ремонт головки блока цилиндров ЗМЗ
На двигателях производства ЗМЗ также могут ставиться 8-ми и 16-ти клапанные головки блока:
- ГБЦ с восьмью клапанами устанавливаются на моторах серии ЗМЗ 402;
- 16-клапанными ГБЦ комплектуются двигатели ЗМЗ 405 (406 или 409).
Двигатели ЗМЗ 409 устанавливаются на автомобилях УАЗ, этот мотор отличается высокой ремонтопригодностью, и в автомагазинах на него всегда есть запчасти.
Перед вазовскими 16-клапанными моторами у ДВС серии ЗМЗ 406 есть неоспоримое преимущество – здесь нет ремня ГРМ, вместо него устанавливаются цепной привод, но даже при обрыве цепи при нарушении фаз газораспределения клапана не загибаются. Основной недостаток головка блока ЗМЗ 405/406/409 – искривление поверхности, прилегающей к плоскости блока, деформируется плоскость от перегрева двигателя. Чтобы привести головку блока ЗМЗ 406 в рабочее состояние, требуется фрезеровка плоскости, но если поверхность искривлена сильно, приходится ГБЦ менять.
 У головок блока ЗМЗ 402 также есть свои характерные «болячки»:
У головок блока ЗМЗ 402 также есть свои характерные «болячки»:
- достаточно быстро изнашиваются направляющие втулки;
- иногда могут вылетать седла из-под клапанов.
Направляющие втулки можно заменить самостоятельно, и если выполнить работу аккуратно, то можно перепрессовать их без нагрева. Но без специального инструмента здесь не обойтись – обязательно понадобятся специальные выколотки, развертка на 9 мм, шарошки для седел.
Вылет седла из ГБЦ ЗМЗ 402 – явление крайне неприятное, седла выпадают из-за заводской недоработки. Если этот дефект возникает, седло крошится на мелкие кусочки и разлетаются по всем цилиндрам. В результате приходится не только менять ГБЦ, но и ремонтировать всю поршневую группу. Любой мелкий ремонт головок блока ЗМЗ 402 (замену маслосъемных колпачков, впускных и выпускных клапанов) производить несложно, и многие хозяева автомобилей «Волга» или «Газель» выполняют его самостоятельно.
Цена ремонта головки блока
 Цена ремонта головки блока
Цена ремонта головки блокаСтоимость ремонта головки блока может быть разной, и она зависит от различных факторов:
- сложности ремонтируемого автомобиля;
- региона, в котором находится автосервис;
- уровня авторемонтного предприятия;
- сложности самого ремонта ГБЦ.
Цена ремонта головки блока будет выше, если ремонт производится в специализированном автоцентре с современным оборудованием и высококвалифицированными специалистами. Соответственно, дороже будет стоить работа в Москве или Санкт-Петербурге, чем в каком-нибудь областном центре.
Самой дорогостоящей является работа по замене седел ГБЦ или направляющих втулок, и в некоторых случаях легче просто заменить головку блока, чем ее ремонтировать. Но есть такие автомобили, когда ремонт просто необходим:
- новая головка блока очень дорого стоит, такое встречается на некоторых иномарках;
- новую деталь трудно купить, она является дефицитной.
Дешевле всего обходится замена маслосъемных колпачков, и во многих случаях такая работа производится без снятия головки блока.
Статьи по теме:
Ремонт головки блока цилиндров (ГБЦ) :: SYL.ru
Ремонт головки блока цилиндров проводится в большинстве случаев после обрыва ремня ГРМ. Дело в том, что многие современные двигатели не защищены от такой, казалось бы, мелкой неприятности. Моторы совершенные и мощные, но при обрыве ремня происходит сгибание клапанов, разрушение поршней и появление трещин на поверхности головки блока.

Что такое головка блока?
Головка блока цилиндров (сокращенно ГБЦ) – это верхняя часть двигателя, в которой располагаются один или несколько распределительных валов. Корпус цельнометаллический, изготовлен из сплавов алюминия. Прочность у него достаточно высокая, во многом благодаря ребрам жесткости, расположенным по всей площади поверхности. С наружной стороны клапанные механизмы прикрывает легкая крышка с резиновой прокладкой. В головке имеется несколько отверстий под валы.
На некоторых автомобилях, например ВАЗ (начиная с восьмой модели), в боковых поверхностях головки имеются отверстия для распредвала. С одной стороны (правое крыло) устанавливается зубчатый шкив, а с другой – распределитель зажигания и привод топливного насоса (на карбюраторных автомобилях). Между блоком и головкой установлена прокладка, которая позволяет добиться герметичности камеры сгорания. Внутренняя сторона ГБЦ имеет выемки. Это не что иное, как камеры сгорания. Три отверстия (в 8-клапанных двигателях) – впускной и выпускной клапаны, свечи зажигания.
Основной элемент ГБЦ – распределительный вал
Количество распределительных валов, как правило, 1 или 2. Некоторые двигатели (обычно производства США) оснащаются моторами, в которых может быть и три распредвала. Но такие схемы газораспределения применяются довольно редко, так как не очень удобны в обслуживании, а пользы от них немного. Чаще всего можно встретить 8-клапанные моторы (с одним валом) и 16-клапанные (с двумя). Именно их и стоит брать во внимание при изучении компонентов ГБЦ. Так, ремонт головки блока цилиндров 402-го двигателя окажется немного проще, нежели аналогичная операция с мотором современной иномарки.

Распределительный вал приводится в движение либо пластичным зубчатым ремнем, либо металлической цепью. При сборке механизма газораспределения особое внимание уделяется синхронизации коленчатого вала и распределительного. Если в 8-клапанных моторах сделать это довольно просто, то в 16-клапанных задача усложняется в два раза. Но во всех системах главное – это правильно выставить шкивы по меткам, после чего установить и натянуть ремень. Последняя процедура должна выполняться предельно аккуратно, чтобы натяжение было не сильным (иначе произойдет обрыв), но и не слабым (ремень сместится на 1-2 зубца, фазы газораспределения сместятся).
Функции головки
Внутри ГБЦ имеются также каналы для подачи масла из системы смазки под давлением. Если коленчатый вал вращается в масляной ванне, то распределительному приходится доставлять смазку персонально. Головка блока, являясь цельнометаллической конструкцией, в смазке не нуждается. Масло требуется только элементам, закрепленным на ней. В частности, распредвалу, который закреплен в нескольких точках. Между ним и ГБЦ установлены подшипники для снижения трения.
Распределительный вал необходим для приведения в движение клапанов. Это узлы, которые закрывают впускные и выпускные отверстия камеры сгорания. Работа двигателя состоит из нескольких циклов, среди которых впуск смеси из бензина и воздуха, а также выпуск газов. Для того чтобы увеличить давление в камерах сгорания и, следовательно, мощность мотора, используются механические клапаны. На их ножках надеты пружины, которые позволяют механизму находиться в одном из крайних положений (обычно это нижнее). Второе крайнее они занимают благодаря кулачкам на поверхности распределительного вала.
В каких случаях необходимо ремонтировать ГБЦ?
Обрыв не так страшен, потому что случается довольно редко. Гораздо чаще причиной поломки головки блока является ее длительный срок эксплуатации, перегрев, неправильная сборка после проведения ремонта. Работа мотора с водой в системе охлаждения не рекомендуется, так как это приводит к постепенному износу ГБЦ. Внутри могут образоваться отложения, которые не выводятся, в результате происходит плохая отдача тепла, как следствие – появление микротрещин. Но чаще всего необходим ремонт прокладки головки блока цилиндров, так как она имеет свойство прогорать.
Для некоторых моделей двигателей имеются определенные допуски по величине и числу трещин. Но в целях обеспечения нормального функционирования мотора не рекомендуется эксплуатация с подобными дефектами. Некоторые мастера, у которых руки слишком «очумелые», умудряются сваркой с аргоном избавиться от трещин. Но такая мера является крайней, к сожалению, она осуществляется непосредственно перед продажей автомобиля, чтобы пустить пыль в глаза покупателю. Как производители, так и специалисты со стажем рекомендуют при появлении дефектов проводить замену головки блока цилиндров.
Причины появления дефектов на поверхности ГБЦ
Чаще всего причиной является чрезмерный износ. Ресурс двигатель выработал давно, просит ремонта, а его никто не спешит делать. Страдают все узлы мотора, в том числе и головка, и клапаны, находящиеся в ней. Вторая причина – это долгая работа двигателя. Если вы пытаетесь осилить большие дистанции, то делайте время от времени паузы, давая двигателю остыть. Сами же можете немного отдохнуть, пройтись, размяться. Не соблюдаете такие правила – готовьте денежки, а ремонт головки блока цилиндров дизеля, например, обойдется вам в круглую сумму.
Кипение – это уже предельное состояние. Но даже сильный нагрев без достижения точки кипения страшен для ГБЦ. Но еще страшнее применение некачественного бензина или масла. Первый способен оставить большой слой нагара. В результате топливо хуже воспламеняется, искрообразование оставляет желать лучшего, так как возможен даже пробой в слой сажи. Правда, в таком случае (на ранней стадии) поможет тщательная чистка. Если ее своевременно не провести, то металл, из которого выполнены седла для клапанов, будет прогорать, начнут появляться зазоры, компрессия значительно упадет.
Замена прокладки головки
Чаще выходит из строя прокладка, которая устанавливается между ГБЦ и блоком. Иногда даже после ремонта головки блока цилиндров разрушается прокладка, так как затяжка болтов была проведена не по схеме. Так как она необходима для герметизации камеры сгорания, при наличии дефектов теряется мощность двигателя, жидкость из системы охлаждения может уходить как наружу, стекая по блоку, так и внутрь, в цилиндры. Это чревато тем, что масло начнет разбавляться тосолом. В выпускном коллекторе также будут следы охлаждающей жидкости. Зрелище не из приятных, но устранить неполадки можно достаточно быстро.

Для этого выкручиваете болты, которыми крепится ГБЦ к блоку. Их можно сразу же выкинуть, так как повторное использование в данном узле не допускается. При сборке требуется устанавливать новые. Тщательно очистите поверхности, к которым прилегает прокладка. Если имеется нагар внутри камер сгорания и на тарелках клапанов, необходимо тоже провести очистку. После тщательно продуйте всю ГБЦ сжатым воздухом, дабы не осталось ни единой соринки. Затяжка болтов производится строго по схеме, указанной производителем автомобиля.
Ручная притирка клапанов
При замене клапанов необходимо сначала провести их притирку. Делается это с целью избавления от зазоров между плоскостью тарелки и отверстием в головке. Для работы вам потребуется ручная дрель с реверсом, а также притирочные пасты под номерами 1 и 2 и отрезок резинового шланга (чтобы он плотно надевался на ножку клапана). Хорошенько смажьте седло в головке и тарелку крупнозернистой пастой. В патрон дрели установите подходящую по диаметру болванку, наденьте на нее шланг, второй конец которого нужно соединить с ножкой клапана.

При необходимости затяните хомуты на обоих концах резинового шланга. Теперь можно проводить и притирку. Для этого достаточно вращать дрель в разные стороны, причем число оборотов желательно делать одинаковым. Это позволит максимально плотно подогнать поверхности. После крупнозернистой пасты нужно использовать финальную. Именно так производится ремонт головки блока цилиндров двигателя, а если точнее, то один из его этапов. И самое главное – необходимо впоследствии устанавливать клапан в то седло, к которому он притирался!
Притирка с помощью электродрели
Способ аналогичен предыдущему, только вместо ручной силы используется энергия электродвигателя. Остальной инструмент тот же, включая притирочные пасты. Процесс происходит быстрее и веселее, вот только конечный результат зависит от того, насколько вы внимательны и терпеливы. Зачастую такой способ обработки дает результат немного хуже, нежели ручной. Перед началом работ внимательно осмотрите поверхность седла. Если на ней присутствуют деформации, например прогары, то не стоит начинать притирку.

Сначала воспользуйтесь инструментом, называемым «шарошка». Он позволяет снять небольшой слой металла с посадочного седла клапана. В результате вы получите практически ровную поверхность, которая станет идеальной после проведения процесса притирки. Пользуйтесь крупнозернистой пастой до тех пор, покуда не избавитесь от всех крупных (видимых невооруженным глазом) дефектов. И помните, что притирочная паста не должна впоследствии остаться на клапанах, ГБЦ или в цилиндре. Это абразив, который без труда разрушит любую металлическую поверхность. Перед началом сборки тщательно промойте все элементы, просушите и продуйте сжатым воздухом.
Заключение
Проведение всех работ, связанных с ремонтом и заменой узлов головки блока цилиндров, можно выполнить самостоятельно, если есть навыки и терпение. Последнего нужно как можно больше. Единственное, что не рекомендуется делать, так это ремонт трещин головки блока цилиндров, пусть даже на спецоборудовании. Данная процедура может проводиться, но только в случае, если вас застала поломка в дороге на пути домой. В скором времени такой ремонт даст о себе знать, появятся новые трещины и дефекты, которые устранить окажется намного сложнее.
замена прокладки, клапанов ваз 2108, 2109, 2110, 2112, 2114, 2115
Проведение ремонта головки блока цилиндров (ГБЦ) вынужденная мера, связанная с неисправностью ДВС. Симптомы неисправности:
- Дымит
- Жрет масло
- Заводится не с первой прокрутки стартером
- Мотор не заводится
- Из-за обрыва клапана
Ремонт ГБЦ осуществляется после точной установки причины неисправности, которую можно установить методом диагностики, как на карбюраторном двигателе, так и на инжекторе.
На автомобиле одна и та же неисправность может быть вызвана разными причинами. Например, двигатель стал работать с перебоями или троит, то это еще не значит, что виновником неисправности является головка блока. Ремонт является дорогостоящей операцией и поэтому в первую очередь необходимо определить:
- правильно ли работают свечи, высоковольтные провода и катушка зажигания;
- исправность топливных форсунок;
- наличие коммутационного сигнала на разъемах форсунок и катушки зажигания;
- обеспечивает ли бензонасос необходимое давление топлива в рампе.
При отсутствии неисправностей в системе управления инжекторным двигателем можно приступить к ремонту ГБЦ.
Далее рассмотрим на примере 8 клапанного двигателя автомобилей семейства ВАЗ: 2108, 2109, 2110, 2111, 2113, 2114, 2115, гранта, калина, приора основы ремонта головки блока цилиндров.
Процесс ремонта гбц
Демонтаж
На автомобилях с 8 кл двигателем головки блока однотипные и взаимозаменяемые. Соответственно, вся механика действий проводится независимо от модели автомобиля по единой технологии ремонта. Приступая к демонтажу ГБЦ проводится общая подготовка автомобиля и инструмента. Первое необходимое действие – это отключение бортовой электрической сети от аккумуляторной батареи. Для этого достаточно снять минусовую клемму с АКБ. Второе действие направлено на производство работ, в части касающихся слива охлаждающей жидкости из блока цилиндров, вывернув пробку, находящуюся между третьим и четвертым цилиндрами. Необходимость слива жидкости из радиатора отсутствует.

Снять корпус воздушного фильтра с резиновым патрубком, открутив хомут на дроссельном узле. Отсоединить топливные магистрали от рампы форсунок.
Отсоединить тросик привода управления дроссельной заслонкой от дроссельного узла.
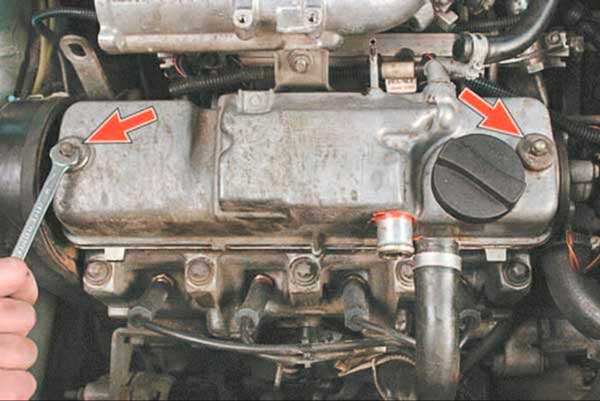
Открутить две гайки клапанной крышки и снять ее. Прокладку крышки клапанов при сборке необходимо заменить на новую.
После проведения общих подготовительных работ приступаем непосредственно к разборке деталей и узлов, препятствующих окончательному подъему головки от блока цилиндров.
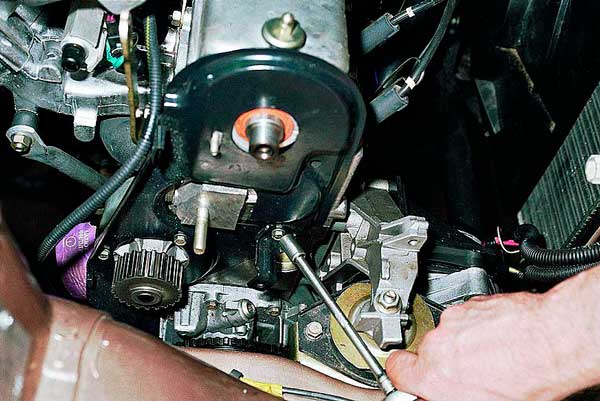
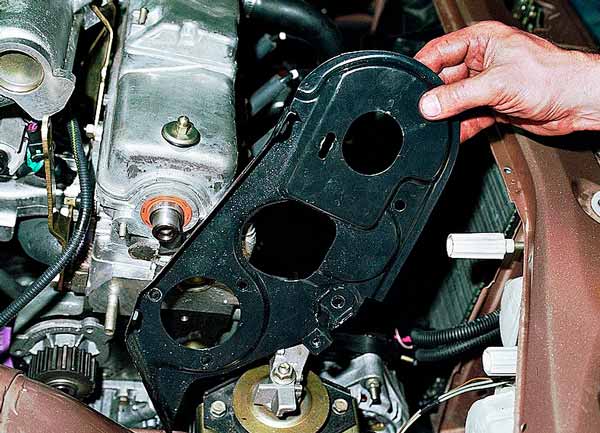
Открутить три болта защитной крышки механизма ремня ГРМ и снять крышку.
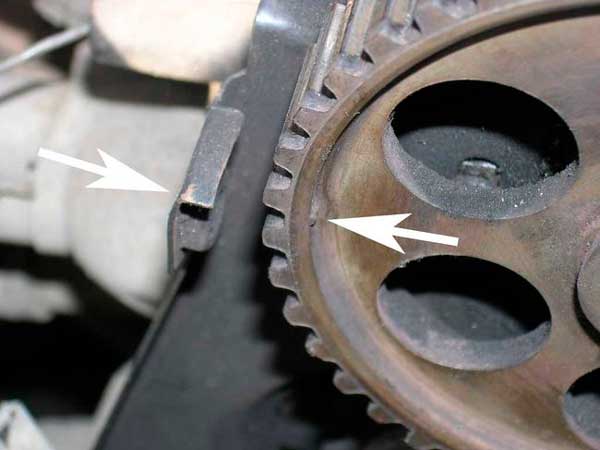
Установить поршень первого цилиндра в положение верхней мертвой точки, при этом метка на шестерне распредвала должна расположиться напротив загнутой скобы корпуса крышки.

Зафиксировать положение коленчатого вала специальной гребенкой через смотровое отверстие на корпусе маховика.

Открутить гайку, удерживающую ролик натяжителя ремня ГРМ и снять его с комплектом шайб.
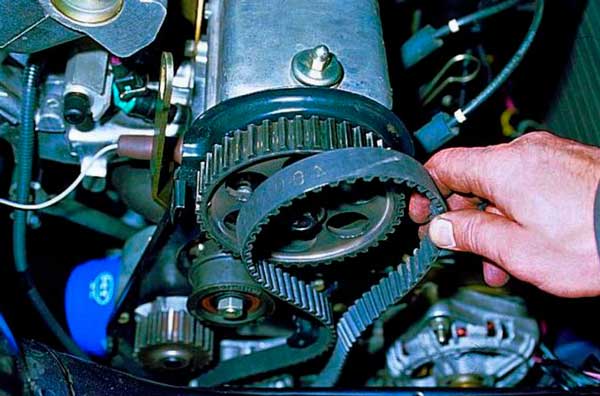
Снять ремень с шестерни распределительного вала и помпы, отвести его в сторону.

Удерживая распределительный вал открутить болт от шестерни снять ее.
Открутить болты, крепящие отражатель к корпусу ГБЦ и блоку цилиндров и снять его вместе с помпой.

Далее необходимо открутить две гайки и болт от боковой крышки распредвала и снять ее, а также снять корпус термостата, крепящегося на шпильках.
Открутить гайки крепления верхних крышек постели распредвала. Снять крышки и рапредвал.

Открутить все гайки крепления выпускного и впускного коллекторов и отделить их от головки в сторону лобового стекла.

Болты крепления ГБЦ чаще всего изготовлены под ключ торкс (Torx External). Головка такого болта имеет форму шестилучевой звезды и его применение основано с целью уменьшения ее размеров.
Рассухаривание клапанов
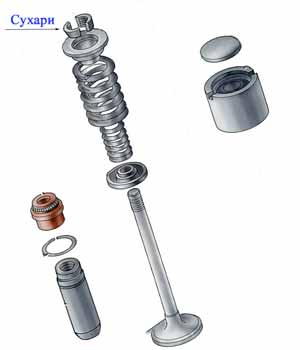
Конструктивно в ГБЦ стержень клапана проходит через направляющую, запрессованную в тело головки. Работу механизма клапана обеспечивают последовательно собранные детали: нижнее седло пружины, маслосъемный колпачок, пружина внешняя, пружина внутренняя, верхнее конусное седло, сухари-фиксаторы.
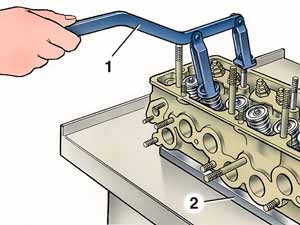
Для дальнейшей работы, связанную с заменой клапана или седла, выпрессовки направляющей втулки узел подлежит разборке. Выполнить операцию разборки не сложно, имея в наличии приспособление «рассухариватель», представляющий собой систему рычагов. Конечная точка рычага крепится к опорной поверхности, а средняя часть упирается кольцом на верхнее седло пружины. Оказывая рычагом давление на седло пружины, открывается доступ к конуснообразным сухарям, которые снимаются пинцетом.
В случае выполнения рассухаривания своими руками и не имея в наличии приспособления, такое действие можно выполнить ударом молотка, предварительно подобрав оправку под размер верхнего седла пружины.
Замена направляющих
Направляющие клапанов подлежат замене в случае превышения допустимого биения, составляющая для выпускных клапанов не более 0,6 мм, а для впускных не более 0,4 мм.
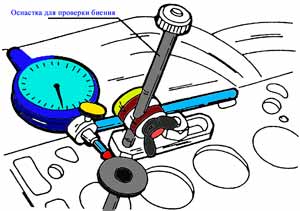
Биение проверяется специальной оснасткой, состоящей из массивной плиты, которая крепится на уже подготовленной на фрезерном станке поверхности головки. Штатив позволяет удерживать микрометр в нужном положении, перемещая его вертикально и горизонтально. Отклонив клапан, вставленный в направляющую по направлению движения штока до упора, подводят рабочую головку микрометра до касания с тарелкой клапана. Стрелку на микрометре устанавливают на ноль вращая шкалу и отклоняют клапан навстречу движения штока микрометра. Показания стрелки не должно превышать 40 делений для впускного клапана и 60 делений для выпускного.
В случае превышения допустимых норм, направляющая специальной выколоткой выпрессовывается и так же запрессовывается новая. Затем обрабатывается развертками.
Следует иметь ввиду, что направляющая для выпускного клапана на внутренней поверхности имеет теплоотводящую нарезку по всей ее длине, а впускного только до половины длины.
Зенковка
При установке новой направляющей клапана его осевая линия в большинстве случаев не будет совпадать с центральной осью седла. Для восстановления соосности и плотного прилегания тарелки клапана к седлу проводится обработка его кромок специальными фрезами, имеющими три угла наклона фасок:
- верхний коррекционный угол – 300
- угол седла клапана — 450
- нижний коррекционный угол — 600

Комплект фрез для проведения зенковки впускных и выпускных клапанов и оправкой к ним приобретается в специализированных торговых сетях.
Притирка
Притирка пары седла-клапан выполняется для получения герметичного уплотнения. Притирку осуществляют, используя дрель, ручной цанговый рычаг, оснащенный пружиной возврата, или пневматическим приспособлением с набором присосок разных размеров. В качестве абразива применяют состав из шлифовального порошка и моторного масла или используют готовые притирочные пасты.
Перед притиркой нужно смазать стержень клапана маслом и установить клапан в направляющую. Затем подготовить приспособление и приподняв тарелку клапана над седлом уложить по кромке тарелки притирочную пасту.

Совершая вращательные движения вокруг оси клапана в сочетании с возвратно-поступательными осуществляется притирка клапана к седлу. Появление на фаске седла матового серого пояска свидетельствует о качестве притираемых поверхностей.
Проверка герметичности

По завершению притирочной операции окончательно проверить качество уплотнения керосином при закрытых клапанах. Если течь керосина, при выдержке продолжительностью 2-3 часа не обнаруживается, то можно окончательно собирать ГБЦ. При выявлении течи, операцию по притирке следует повторить.
Замена маслосъемных колпачков
Замена маслосъемных колпачков производится в обязательном порядке при ремонте ГБЦ. В течении эксплуатации двигателя возможны варианты, когда дефектный маслосъемный колпачок (сальник) слетает с верхней части направляющей клапана и свободно перемещается по его стержню. Симптомом неисправности, связанной с маслосъемным колпачком, является появление дыма из глушителя при перегазовке и незначительное падение уровня масла в картере. При появлении неисправности во время эксплуатации двигателя маслосъемные колпачки можно заменить, не снимая ГБЦ с двигателя. Достаточно разобрать клапанную крышку и снять распределительный вал.

Рассухарить клапанный узел, убрать пружины и специальным инструментом (клещи-съемники, ударная цанга) снять поврежденные колпачки.

Новые колпачки смазать маслом и легкими ударами молотка через специальную оправку запрессовать на верхнюю часть направляющей.

Собрать в обратном порядке клапанный узел, распределительный вал и отрегулировать тепловые зазоры клапанов.
Замена прокладки гбц
При ремонте или в случае повреждения прокладки ГБЦ необходимо снять головку с двигателя. Рабочую часть поверхности необходимо выровнять шлифовкой (выполняется эффективнее на фрезерном станке). Очистить от следов старой прокладки сопрягаемую поверхность блока цилиндров, продуть воздухом от частиц и пыли, а также резьбовые колодцы для болтов, крепящих головку.

Уложить на поверхность блока цилиндров новую прокладку и произвести монтаж в обратной последовательности.
Сборка гбц ваз
Сборку головки блока цилиндров необходимо начинать после тщательной продувки поверхности от сторонних предметов и частиц. Особенно обратить внимание на чистоту внутренних поверхностей направляющих клапанов и каналов подвода масла на постелях рапредвала. Смазать моторным маслом посадочные места и сальник распредвала, стержни клапанов, толкатели и маслосъемные колпачки.
Вставить клапаны в направляющие (каждый клапан после притирки строго принадлежит соответствующему цилиндру). Ориентировать на столе ГБЦ для сборки клапанных узлов и уложить нижние шайбы пружин. Специальной ударной оправкой запрессовать маслосъемные колпачки и продолжить сборку внешней и внутренней пружин. Уложить верхние конические шайбы на пружины и специальным инструментом – рассухаривателем установить сухари — фиксаторы.
Следующим этапом сборки является установка толкателей, которые так же, как и клапаны вставляются в строгом соответствии с соответствующим цилиндром. Окончательной операцией сборки ГБЦ является установка распредвала. Распредвал вместе с сальником укладывается на постель и сверху накидываются крышки. Предварительно на крайних точках контакта с поверхностью ГБЦ наносится тонким слоем герметик. Крышки затягиваются гайками и головка готова к монтажу на двигатель.
Нужен ли герметик для сальника распредвала? Такой вопрос задают начинающие мотористы. Резинотехнические детали, при их хорошем качестве исполнения не нуждаются в дополнительном использовании герметика.
Монтаж на блок цилиндров

Перед проведением монтажа необходимо почистить и продуть сжатым воздухом поверхность блока цилиндров от инородных частиц, пыли, капель масла и тосола.

Уложить прокладку ГБЦ на поверхность блока цилиндров и аккуратно установить головку, контролируя ее положение по фиксирующим втулкам.
Далее устанавливаются болты крепления головки и делаются 4 этапа протяжки динамометрическим ключом:
- 20 Н*м.
- 85,7 Н*м
- 90°
- 90°
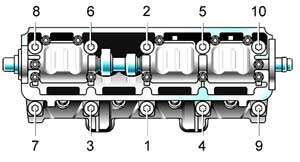
Схема протяжки
Следующие этапы монтажа выполняются согласно схемы технологического процесса в обратном порядке разборки, описанные выше.
Замена седел клапанов
При прогаре седел и их разрушении, а также если сильно утоплены в тело головки («просажены») или подвергались неоднократной зенковке требуется их замена. Замена седел производится на фрезерном станке. Дефектное седло растачивается фрезой и удаляется из гнезда. Затем головку, согласно технологии, помещают в термопечь и нагревают до 120-150 градусов. Заготовки седел в виде колец помещают в жидкий азот для снижения их температуры до минус 40 град. Щипцами укладывают охлажденные кольца будущих седел в гнезда и легким постукиванием запрессовывают в тело головки. Дальнейшие операции по обработке фасок седел выполняются на специальном фрезерном станке или вручную набором фрез.
Ремонт постели гбц

При наличии люфта распредвала в постели ГБЦ, превышающим допустимую норму необходимо произвести ремонт постели или напыление шеек распредвала с последующей механической его обработкой. Данные операции доступны в механических мастерских со специализированным оборудованием.
Особенности ремонта головки блока цилиндров лада гранта
Двигатель автомобиля лада Гранта имеет различия с мотором Калины. Головка блока, в сравнении с «калиновской» увеличина по высоте на 1,2 мм. Это связано с изменением камеры сгорания. Установлены облегченные поршня. Ремень ГРМ фирмы «Гейтс» доработан, работает в диапазоне температур от минус 40 до плюс 40 градусов. Заявленный пробег ремня до 200 тысяч километров.

Основной особенностью ремонта ГБЦ гранты является применение металлокерамических седел. На автомобиле Калина, 2114 и т.д. применены чугунные седла, которые возможно обработать вручную, используя комплект отечественных шарошек.

Обработка металлокерамических седел требует износоустойчивого режущего инструмента. С целью успешной их обработки, головку устанавливают на станок NEWENContour—BB, разработанный специально для оперативной обработки седел и направляющих клапанов с цифровым управлением или вручную инструментом Neway.
Нужно ли шлифовать гбц при замене прокладки
Обязательно ли шлифовать поверхность головки при замене прокладки? Если прокладка ГБЦ получила повреждение, то поверхность рабочей поверхности головки необходимо подвернуть шлифовке. Повреждение прокладки не произойдет без причины, следовательно, возможно произошел перегрев головки и ее «повело» из-за локальных температурных перепадов, не соблюдался рекомендуемый порядок затяжки болтов. Шлифовать поверхность головки рекомендуется.
Надо ли протягивать гбц после замены прокладки
Протягивание ГБЦ производится в четыре этапа динамометрическим ключом, с перерывами на 30 минут между этапами. Первая затяжка выполняется усилием в 20 Н*м вторая – 85,7 Н*м, третья – поворот ключа на 900 и четвертая – поворот ключа на 900. Повторно протягивать после определенного пробега, как практикуется на двигателях УМЗ, не требуется.
Обкатка после замены клапанов
После замены клапанов и сглаживания микроскопических неровностей на трущихся деталях (если еще и произведена дополнительно замена направляющих) обкатка проводится на протяжении 500 км пробега. Во время обкатки важно не нагружать двигатель и контролировать его температуру. Резкие увеличения максимальных оборотов, особенно на холостом ходу не допустимы. После проведения обкатки необходимо повторно отрегулировать тепловые зазоры клапанов и проверить натяжение ремня ГРМ и генератора.
Неисправности после ремонта гбц или замены прокладки
Машина не заводится
В случае отсутствия запуска машины после замены прокладки необходимо проверить наличие искры на свечах зажигания, давление топлива в рампе. Убедиться в отсутствии подсоса воздуха через штуцер на ресивере, предназначенный для трубки вакуумного усилителя тормозов.
Двигатель троит
Также, как и при капитальном ремонте головки, замена прокладки ГБЦ сопряжена с снятием головки и, соответственно, разъединением с датчиков разъемов, снятием высоковольтных проводов, трубок, подключаемых к впускному коллектору (ресиверу) от вакуумного усилителя тормозов, адсорбера, регулятора давления топлива.
Если двигатель троит после монтажа ГБЦ необходимо проверить все электрические соединения и наличие подсоса воздуха, а также тепловые зазоры клапанов ГРМ. Реабилитация после замены клапанов обычно длится на протяжении 500 км пробега, но возможны случаи, когда после первого запуска необходимо корректировать тепловые зазоры.
Неисправность, связанная с троением двигателя после ремонта может носить и временный характер, так как свечи зажигания могут быть мокрыми и после нескольких запусков, благодаря продувке и прокалке двигатель начинает работать ровно.
Двигатель дымит
После замены прокладки двигатель с увеличением температуры дымит. Такая ситуация является вполне нормальной. Сливается тосол, при разборке на поверхность двигателя попадает моторное масло и в процессе нагрева двигателя все эти жидкости испаряются, вызывая задымление.
После замены клапанов жрет масло
Заменили маслосъемные колпачки без снятия ГБЦ. Возможно установлены дефектные маслосъемные колпачки или произошло их повреждение во время запрессовки неисправной оправкой.
После замены клапанов нет компрессии
После замены клапанов рекомендуется прогреть ДВС и произвести измерение компрессии. В случае выявления низкой компрессии в одном или нескольких цилиндрах проверить и отрегулировать тепловые зазоры клапанов. Если нет компрессии во всех цилиндрах, и она равна нулю, то необходимо снять ГБЦ с целью ревизии целостности деталей газораспределительного механизма и при необходимости произвести комплексный ремонт двигателя.
Ремонт головки автомобиля Ока
Двигатель автомобиля Ока – это в буквальном смысле половина двигателя ВАЗ-2114, имеет всего два цилиндра. Все операции по ремонту ГБЦ мотора этой машины осуществляются идентично полноценному четырехцилиндровому двигателю. Особенностью ремонта головки является уменьшение норма — часов почти в два раза.
Ремонт Блока Цилиндров / Ремонт / Всё для моторов
Ремонт и восстановление блока цилиндров двигателя
Компания All4Motoros проводит комплексный ремонт блоков цилиндров бензиновых и дизельных двигателей, а так же восстановление ремонтно пригодных блоков двигателя.
Процесс ремонта блока цилиндров требует применения специализированного оборудования и высокоточных автоматизированных станков для проведения работ по расточке, хонинговке, сварке и тд. Для достижения высокого качества и предоставления гарантии на работы по ремонту блока двигателя. Все работы по ремонту должны выполняться высоко квалифицированными профессионалами с большим опытом работы с применением качественного импортного оборудования, для гарантии выполнения ремонтных работ согласно спецификацией завода производителя.
1. Химическая Мойка Головки блока Цилиндров.
Перед началом дефектовочных работ и ремонтом блока цилиндров производится обязательная Мойка Блока Цилиндров на специализированном оборудовании. Для достижения лучшего вымывания всех грязевых и масляных отложений из двигателя перед установкой блока цилиндров на стенд моечного комплекса проводятся следующие подготовительные операции: — Внешняя обработка блока ДВС от налёта и внешних отложений, затем с помощью спец. оборудования начинается выпрессовка заглушек масляных каналов, для более тщательной мойки. Затем Блок двигателя размещается на стенде современного моечного комплекса для тщательной промывки всех внутренних каналов и плоскостей новейшими моющими средствами, что позволяет отмыть блок двигателя практически до идеального состояния, а так же получить уверенность в полном удалении масляных отложений даже труднодоступных местах блока двигателя.




2.Расточка блока и хонинговка цилиндров
При выполнении работ по расточке блока — наша компания All4Motoros использует только новейшие технологии, которые выполняем на усовершенствованных станках зарубежных брендов. Высокое качество проведения работ по расточке и хонингованию блока цилиндров гарантирует большой ресурс остаточный ресурс отремонтированного блока цилиндров. Вначале ремонтных работ по блоку цилиндров производятся контрольные замеры Выработки рабочих и привалочных поверхностей, а так же состояния и расположение опорных шеек коленвала относительно блока цилиндров. По результатам проведения замеров принимается решение о стоимости и сроках проведения восстановительных работ по блоку цилиндров. Если в результате промера цилиндров — блок подлежит расточке, то наши мастера произведут его расточку под ремонтный размер и путем хонингования нанесут на зеркало цилиндра микроструктурный сетчатый «узор», который необходим для удержания масляной пленки на стенках цилиндра. Удержание масляной пленки на зеркале цилиндра обеспечивает необходимый тепловой зазор между рабочей поверхностью поршня и стенками цилиндра. Процедура обработки внутренней поверхности блока, а именно цилиндров, которые может быть нарушены в период эксплуатации двигателя, что проводит к критическим тепловым зазорам в следствии образования эллипсности цилиндра и называется расточкой блока цилиндров. В случае когда блок двигателя уже исчерпал все возможные ремонтные размеры и нет возможности произвести расточку в ремонтный размер, то нашими мастерами будет произведена гильзовка блока цилиндров, что даст возможность восстановить Ваш блок в стандартных размерах поршневой группы.



3. Гильзовка Блока Цилиндров
Мы выполняем работы по гильзовке блока цилиндров из любых металлов и сплавов, силами наших высококвалифицированных мастеров с многолетним стажем работы в короткие строки 1-2 дня. После проведения замеров цилиндров двигателя и выявления превышения допустимого износа зеркала цилиндра при котором не представляется возможным произвести расточку блока под ремонтный размер, остается последний технологически приемлемый вариант — Установка Гильз.
Ремонтные работы по гильзовке блока цилиндров имеют незначительное технологическое отличие, от типа блока: Чугунный или Алюминиевый.
При установке «Сухой» гильзы в чугунный блок сначала выполняются токарные работы по расточке блока цилиндров под ремонтный размер гильзы, а уже затем в блок двигателя запрессовывается гильза. При расточке блока двигателя для запрессовки гильзы, наши мастера неоднократно промеряю размеры и геометрию посадочного отверстия под ремонтную гильзу — это одна из важнейших операций, так как от качества ее исполнения будет зависеть дальнейший ресурс двигателя. В завершении токарных работ обязательно проводиться очистка и мойка подготовленных отверстий под гильзы. Все работы по расточке и установке гильз выполняются на современном оборудовании иностранного производства с высоким классом точности.
Основное отличие «Сухих» гильз от «Мокрых» в том, что «мокрые» гильзы имеют постоянный контакт с охлаждающей жидкостью и процесс их замены намного быстрее, так как не требуется предварительная механическая обработка блока двигателя.
На данный момент Мы можем предложить два варианта запрессовки гильзы в блок двигателя.
А. «На холодную» — Блок Двигателя Фиксируется в подвижной каретке станка, а гильза запрессовывается с помощью гидравлического пресса.
Б. «На горячую» — Термический способ установки гильзы: Производится равномерный нагрев блока цилиндров до 145 градусов, а ремонтная гильза охлаждается азотом и устанавливается в блок.


4. Перепрессовка поршней
Мы производим перепресовку всех видов пальцев поршня одним из методов запресовки: «Холодным и «Горячим».
Порядок работ по Выпресовки-Запресовки поршневого пальца в поршень:
- 1. Производим нагрев в специализированной термопечи до 230 градусов. (В зависимости от технической спецификации нагревается либо поршень, либо шатун).
- 2. Производится фиксация шатуна в специализированном прессовом станке.
- 3. С помощью переходника — оправки, производится запрессовка или выпрессовка пальца из поршня.
5. Мы проводим ремонтные работы по восстановлению балансирных и промежуточных валов блока двигателя
После проведение промерных работ по определению износа рабочих поверхностей вала, нашими специалистами принимается решение о возможности ограничиться только заменой вкладышей или произвести ремонтные работы по расточке и наплавке балансирного или промежуточного вала.

6. Восстановление постелей коленвала
При повреждении шейки коленчатого вала (образовании задира) а так же при большом износе постели, а также при изменении геометрии посадочной плоскости коленвала в следствии перегрева — Производиться ремонт постели коленчатого вала: путем расточки или наплавки рабочих поверхностей. Конечной операцией, после проведения расточки или наплавки постелей коленвала производиться финишный замер соосности коленвала относительно пастели, что является обязательно процедурой внутреннего контроля качественного выполнения работ.



7. Проведение Фрезеровочных работ по блоку цилиндров
При значительно перегреве двигателя может произойти не только деформации привалочной плоскости головки блока цилиндров, но и самого блока цилиндров. Вслед за проведением замеров кривизны поверхностей определяется допустимая высота снимаемой плоскости для проведения фрезеровочных работ и восстановления параметров привалочной плоскости. Мы проводим ремонтно шлифовальные работы блоков цилиндров из любых металлов и сплавов которые поддаются фрезеровке в промышленных условиях.





8. Опрессовка блока цилиндров
При невозможности визуально выявит место утечки антифриза или моторного масла на специальном станке выполняется процедура опрессовки блока двигателя.
Сам процесс по проведению опрессовки достаточно прост:
- а. Все технологические отверстия блока двигателя перекрываются специальными заглушками, которые гарантируют отсутствия утечек.
- б. Блок двигателя погружается в специализированную чашу которая заполнена подогретой до 76 градусов водой.
- в. Через заглушку блока двигателя оснащенную техническим клапаном подается воздушная смесь под давлением около 7 атмосфер.
Мы производим опресовку блока цилиндров в кратчайшие сроки с гарантией!
9. Замена никасилового покрытия (никасил nikasik) или алюсилового (алюсил / alusil) на чугунное
Никасиловые и алюсиловые блоки цилиндров выделяются на фоне других своими динамическими характеристиками. Немаловажная характеристика таких аллюминиевых эсплавов это высокая теплопроводимость, благодаря чему блок разогревается быстрее и равномернее. И именно из-за высокотехнологичного процесса литья таких блоков ремонт никосиловых покрытий цилиндров практически не подлежат восстановлению. Самое оптимальное в данной ситуации это произвести гильзовку блока заменив никосиловые или алюсиловые гильзы на чугунные.

На примере никосиловый (nikosil) блок компании Mercedes M272. На первой фотографии задранная гильза никосилового блока мерседес. На второй подготовка блока к гильзовке, снимается слой никосила. На третьей готовый блок с чугунной гильзой. Причины задира обычно это неправильная эксплуатация двигателя, перегрев или маслянное голодание. После гильзовки блока чугуном Ваш двигатель проедет еще более 200 тысяч км! (конечно при грамотной эксплуатации двигателя).
Наша компания производит профессиональную гильзовку двигателей с заменой никасиловых или алюсиловых гильз на чугунные с гарантией и в короткие сроки!