Ремонт грм – Технология ремонта механизма газораспределения. Технология и ремонт грм. Измерение теплового промежутка между клапаном и коромыслом
- 01.05.2020
Технология ремонта механизма газораспределения. Технология и ремонт грм. Измерение теплового промежутка между клапаном и коромыслом
Является наличие системы газораспределения. В народе механизм называют ГРМ. Этот узел должен регулярно обслуживаться, что строго регламентировано заводом-изготовителем. Несоблюдение сроков по замене основных компонентов может повлечь за собой не только ремонт ГРМ, но и двигателя в целом.
Стоит понимать, что ремонт ремня ГРМ как таковой не выполняется. Последний подлежит только замене. Что касается регламентных сроков замены механизма, то все зависит от завода изготовителя. В большинстве случаев ремень ГРМ меняют каждые 150 тысяч километров, но в тяжелых условиях эксплуатации, к которым можно смело отнести пробег машины по территории РФ, необходимо проводить замену каждые 90-100 тысяч километров. Ремонт ремня ГРМ и других составляющих не рекомендуется делать еще по той причине, что обслуживание газораспределительного механизма довольно дорогое, особенно это касается двигателей V6 и V8. Так как ремонтные работы не дают никаких гарантий по сроку службы, то можно попасть на внеплановую замену. Комплект замены: ремень, обводной и ведущий ролик, водяной насос и сальники.
Вкратце о цепном приводе
Основная цель инженеров заключается в том, чтобы обеспечить максимальный ресурс силового агрегата автомобиля. А так как обрыв ремня ГРМ в большинстве случаев приводит к фатальным последствиям, то много внимания было уделено надежности узла. В этом плане цепной привод оказался впереди ременного. Практически всегда применяется двухрядный цепной привод, который входит в зацепление с соответствующими звездочками, установленными на валах (распределительном и коленчатом).

Основная проблема цепи заключается в том, что со временем она растягивается. В результате этого нередко появляются посторонние шумы и сбиваются метки ГРМ. Из-за этого двигатель теряет часть мощности и повышается его износ. Ремонт равно как и ремня, не выполняется. Замене подлежит полностью весь узел, начиная от звездочек и заканчивая цепью и успокоителем с натяжителем. Что касается основных достоинств цепного привода, то это его надежность и интервалы замены. Его необходимо менять несколько реже, примерно каждые 250 тысяч километров. Если этого не делать вовремя, то может случиться обрыв цепи ГРМ. Ремонт мотора после такой поломки будет стоить достаточно дорого.
Принцип действия ГРМ
Независимо от типа привода, газораспределительный механизм работает по одной и той же схеме. Всю работу можно разделить на 4 основных этапа:
- впуск;
- сжатие;
- рабочий ход;
- выпуск.
Чтобы эта система работала исправно и эффективно, необходимо синхронизировать работу распределительных и коленчатого вала. Синхронная работа распредвала и коленвала — основная задача привода ГРМ независимо от его типа и устройства.
Такт впуска начинается с движения коленчатого вала. Он передает усилие на поршень, который, в свою очередь, начинает движение из верхней мертвой точки (ВМТ) в нижнюю мертвую точку (НМТ). В это время происходит открытия впускных клапанов и поступление топливно-воздушной смеси в камеру сгорания. После подачи клапана закрываются. Коленчатый вал за этот такт проворачивается на 180 градусов от своего начального положения.
После того как поршень достиг НМТ, он начинает подниматься в ВМТ. Следовательно, в цилиндре происходит сжатие топливно-воздушной смеси. Фаза заканчивается при подходе поршня к верхней мертвой точке. Коленчатый вал в конце такта провернут на 360 градусов от своего начального положения.
Когда наступает момент максимального сжатия, происходит воспламенения топливной смеси, а поршень в это время под действием образовавшихся газов начинает двигаться к НМТ. Когда он достигает нижней точки, то фазу рабочего хода принято считать завершенной. Удаление отработанных газов происходит при последующем движении поршня в ВМТ и открытии выпускных клапанов. После завершения такта коленчатый вал проворачивается на 720 градусов от своего начального положения.

Основные элементы газораспределительного механизма
ГРМ состоит из большого количества деталей, каждая из которых выполняет возложенную на нее задачу. Основной элемент — В большинстве случаев устанавливается в головке блока цилиндров. Современные моторы оснащаются двумя распредвалами, что повышает эффективность работы системы в целом и ее надежность. В этом случае мотор будет иметь 16 клапанов, а с одним распредвалом — 8. При вращении вала происходит воздействие на клапана через кулачки, установленные на цилиндрических шейках. Промежуточное звено между кулачками и клапанами — толкатели.
Ремонт деталей газораспределительного механизма автотракторных двигателей методические указания
14
МИНИСТЕРСТВО СЕЛЬСКОГО ХОЗЯЙСТВА РОССИЙСКОЙ ФЕДЕРАЦИИ
|

Кафедра технологии
металлов и ремонта машин
СД(М).Ф.8 НАДЕЖНОСТЬ И РЕМОНТ МАШИН
СД(М).Ф.7 НАДЕЖНОСТЬ И РЕМОНТ МАШИН
ОД.С.05 НАДЕЖНОСТЬ И РЕМОНТ МАШИН
СД.07 Основы технологии производства и ремонт машин
Лабораторная работа
Направление 110300 — Агроинженерия
Специальность 110301 — Механизация сельского хозяйства
Направление 050500 — Технологическое образование
Специальность 050501 – Профессиональное обучение (Агроинженерия)
Направление 190500 – Эксплуатация транспортных средств
Специальность 190601 — Автомобили и автомобильное хозяйство
УФА — 2010
УДК 631.3.004.67 (076.5)
ББК 631.3
М54
Рекомендовано к изданию методической комиссией факультета механизации сельского хозяйства (протокол № 4 от 28.04.2010)
Составитель: ст. преп. Павлов А.П.
Рецензент: ст. преп. Султанов М.С.
Ответственный за выпуск: зав. кафедрой технологии металлов и ремонта машин к.т.н., доцент Фаюршин А.Ф.
г. Уфа, БГАУ, Кафедра технологии металлов и ремонта машин
Цель работы
1.Изучить характерные дефекты деталей газораспределительного механизма (ГРМ).
2.Ознакомиться технологией, оборудованием, приспособлениями и инструментом, применяемыми при дефектации, восстановлении и проверке качества ремонта деталей ГРМ.
Оснащение рабочего места
Плита поверочная 1000х650 мм; призмы 65х100х100 мм; станок Р-108 для шлифования фасок клапанов; набор фрез для ремонта седел клапанов; станок ОПР-1841Н для притирки клапанов; прибор для проверки биения стержня и фаски клапанов; универсальные измерительные и слесарные инструменты.
Требования по технике безопасности
1.Станины станков должны быть надежно заземлены.
2.Перед началом работы студент должен изучить конструкцию станков и приспособлений, назначения рукояток управления.
3.Включение и работа на станке разрешается только в присутствии учебного мастера или преподавателя.
4. При работе на станках запрещается:
-касаться корпусов работающих электродвигателей
-удалять стружку руками
-измерять детали на ходу
-облокачиваться на станки
1 Общие сведения
Головка цилиндров. Перед ремонтом головки цилиндров испытывают на герметичность стенок и уплотнений. Испытания проводят на стенде КИ-4805, КИ-9147 или на других стендах. На отверстия водяных полостей испытуемой головки устанавливают и прижимают специальную обрезиненную плиту. Создают давление воды 0,4…0,5 МПа. Течь и потение головки в любом месте в течение 5 мин не допускаются. Негерметичные заглушки удаляют. Вместо них ставят новые на сурике, предварительно зачистив посадочные места.
Наиболее частой неисправностью головки цилиндров является износ рабочей фаски клапанных гнезд.
Во время фрезерования стержень оправки фрезы должен плотно (с зазором не более 0,05 мм) входить в отверстие отремонтированной направляющей втулки клапана, поэтому ее сначала дефектуют и при необходимости заменяют.
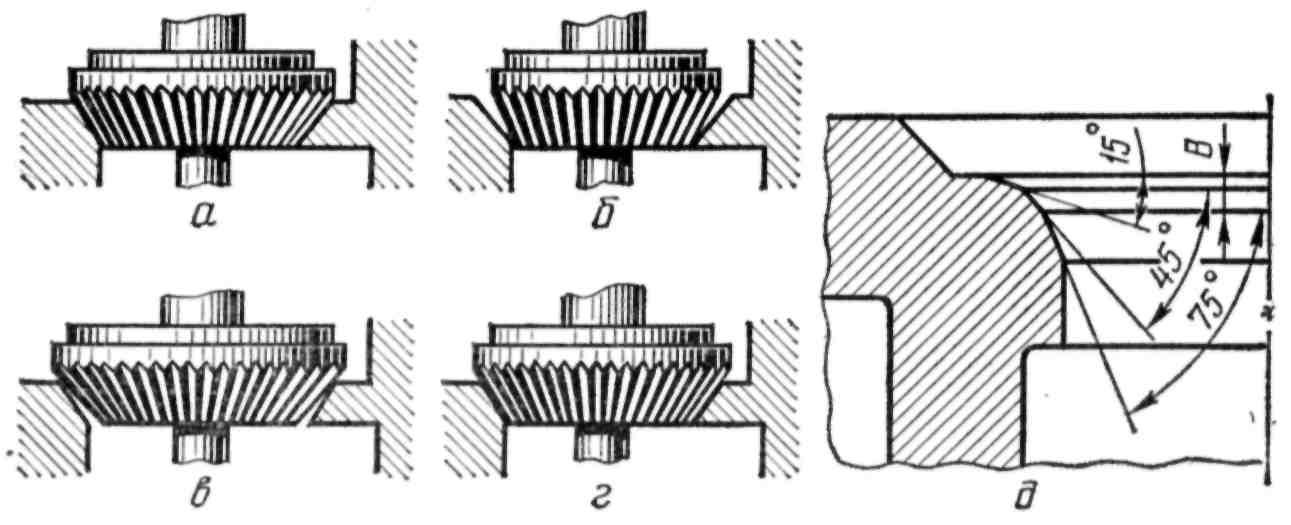
Наиболее распространенным способом ремонта гнезд является фрезерование. Для этого применяют набор специальных фрез из 4 штук (рисунок 1). Черновой фрезой с углом 45° снимают слой металла до выведения следов износа. Для того чтобы уменьшить ширину увеличившейся фаски, нижнюю часть ее подрезают фрезой с углом 75°, а верхнюю — фрезой с углом 15°. Чистовой фрезой с углом 45° зачищают поверхность фаски и доводят окончательно ее ширину до требуемой величины. Например, ширина фасок гнезд впускных клапанов двигателей ЯМЗ-238НБ, А-01М, А-03, А-41 должна быть 2,0…2,5 мм, выпускных — 1,5…2,3 мм.





S
Рисунок 1. Ремонт клапанных гнезд фрезерованием: а — фрезой черновой 45°; б — фрезой черновой 75°; в — фрезой черновой 15°; г — фрезой чистовой 45°; д — схема образования рабочей фаски гнезда при фрезеровании; В — ширина рабочей фаски.
Гнезда впускных клапанов двигателей ЯМЗ-238НБ, ЯМЗ-240Б, А-01М, А-03 и А-41 обрабатывают под углами 30, 60 и 15°, а рабочие фаски седел впускных клапанов двигателя автомобиля ЗИЛ-130 — под углом 60°.
Для обеспечения плотного прилегания клапанов к гнездам после фрезерования их притирают.
Недостатком ремонта
гнезд клапанов фрезерованием является
то, что снимается значительный слой
металла. В результате этого головки
сравнительно быстро выбраковывают.
Кроме того, седла клапанов плохо
поддаются фрезерованию, поэтому их
восстанавливают шлифованием на
планетарно-шлифовальных приборах
различных марок, например ОПР-1334А,
ОР-6686, ЗИЛ Х-7270 и др. Частота вращения
шлифовального круга прибора ОПР-1334А
7200 об/мин, частота обкатывания
шлифовального круга по гнезду 13,4
мин
На шлифованной поверхности фасок гнезд клапанов не допускаются раковины и риски. Шероховатость обработанной поверхности должна быть не более Rа=0,8 мкм.
Угол шлифования клапанных гнезд и клапанов принимают различный. Например, клапан обрабатывают под углом 44°, а его гнездо — под углом 45°30′. Рассогласование угла посадочных поверхностей приводит к образованию первоначальной контактной линии сопрягаемых поверхностей. По окончании обкатки двигателя образуется контактная полоска.
При строгом соблюдении технологии ремонта этот способ обеспечивает герметичность сопряжения, исключает притирку клапанов и повышает долговечность сопряжения.
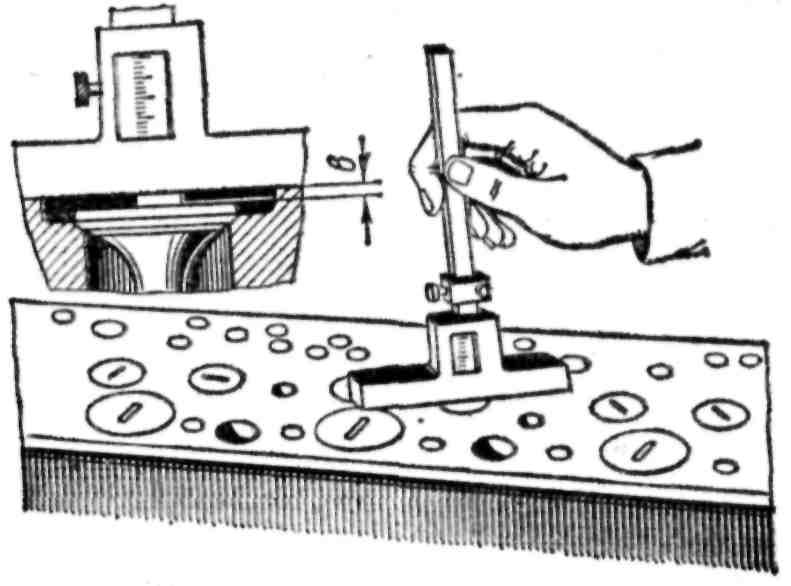
Предельный (выбраковочный) диаметр гнезда клапана устанавливают по величине утопания тарелки нового (номинального размера) клапана или калибра. Утопание обычно измеряют от плоскости головки или блока (рисунок 2). Утопание допускается, например, у двигателей ЯМЗ-238НБ, А-01М, А-03, А-41 — 2,5 мм; СМД-60, СМД-62, СМД-64 — 2,0 мм и т. д.
Рисунок 2. Определение величины утопания (в) клапана штангенглубиномером. | Изношенные клапанные гнезда восстанавливают наплавкой или кольцеванием. При наплавке применяют горячую газовую сварку, используя в качестве присадки чугунные прутки марки А или выбракованные поршневые кольца и флюсы ФСЧ-1 или буру. При восстановлении изношенных клапанных гнезд запрессовкой колец гнёзда растачивают на требуемую глубину с большой точностью (допускается овальность гнезд до 0,05 мм, конусность — 0,02 мм) и запрессовывают в них с натягом 0,14…0,15 мм кольца. |
Кольца вытачивают из специального чугуна. Овальность и конусность колец допускается не более 0,02 мм. Для облегчения установки колец и увеличения прочности посадки перед запрессовкой головку блока (блок) рекомендуется нагревать до 380…420°С, а кольца охлаждать в сухом льду или головку нагревать до 90°С, а кольца охлаждать в жидком азоте. После запрессовки на кольцах изготовляют фаски под клапаны. Изношенные вставные гнезда клапанов (гнезда выпускных клапанов двигателей А-01М, А-41, ЯМЗ-238НБ, ЯМЗ-240Б, СМД-60, СМД-62, СМД-64, Д-37М, Д-37Е, Д-21; впускных и выпускных клапанов ГАЗ-53А и ЗИЛ-130) заменяют на кольца ремонтного размера.
Трещину в перемычке между клапанными гнездами, а также между гнездом и отверстием под распылитель форсунки у чугунных головок заваривают горячей газовой сваркой или ликвидируют путем постановки стягивающих фигурных вставок.
Трещины в водяной рубашке, не проходящие через отверстия для шпилек, заваривают электродуговой сваркой стальным электродом способом отжигающих валиков или электродами ПАНЧ-11.
Для устранения трещин в рубашке охлаждения широко применяют пасты на основе эпоксидных смол. При трещине, проходящей через отверстие под шпильку крепления головки к блоку, отверстие рассверливают и развертывают на глубину меньше высоты головки цилиндров на 8…10 мм, после чего в отверстие вставляют втулку на эпоксидном составе.
Трещины и коррозионные повреждения у алюминиевых головок заваривают газовой сваркой ацетилено-кислородным, пропан-бутаново-кислородным пламенем или аргонно-дуговой сваркой.
У головок, поступающих в ремонт, а также после сварочных работ поверочной линейкой и щупом проверяют отсутствие коробления поверхности прилегания к блоку.
Для различных марок двигателей неплоскостность допускается до 0,15 мм.
После шлифования, фрезерования, пришабривания или проточки (для двигателей с индивидуальными головками для каждого цилиндра) нижней поверхности головки допускается ее неплоскостность менее 0,1 мм. После механической обработки проверяют высоту головки цилиндров. Например, для двигателей ЯМЗ-238НБ, А-01М, А-41 она не должна быть менее 131 мм, ЯМЗ-240Б — 131,3 мм, СМД-60, СМД-62, СМД-64— 130мм. У ГАЗ-53А допускается уменьшение высоты головки на 1 мм против номинального размера.
После ремонта головку цилиндров вторично подвергают гидравлическому испытанию.
При износе резьбы в отверстиях головки цилиндров резьбу шпилек перед их завертыванием смазывают клеем на основе эпоксидной смолы. При срыве резьбы в отверстиях головок отверстия рассверливают, устанавливают спиральные вставки или нарезают увеличенную (ремонтную) резьбу и ставят ступенчатые шпильки. Изношенные резьбы под свечи ремонтируют постановкой переходных втулок.
Клапаны. Наиболее частыми неисправностями клапанов являются износ и подгорание рабочих фасок тарелок. Кроме того, у клапанов изнашиваются поверхность стержня и его торец.
Изношенные рабочие фаски тарелок клапанов и торцы стержней шлифуют на специальных станках (ОПР-823, Р-108 и др.) до выведения следов износа. Требуемый угол шлифования фаски — под 45°, а для впускных клапанов двигателей А-01М, А-41, ЯМЗ-238НБ, ЯМЗ-240Б, СМД-60, СМД-62, СМД-64 и ЗИЛ-130 — под 60°.
Перед шлифованием проверяют на приспособлении индикатором (рисунок 3а) прямолинейность стержней клапанов. Непрямолинейность стержня допускается до 0,05 мм.
Коническая поверхность фаски после шлифования должна быть чистой, без задиров, черновин, рисок и гранености.
Предельно изношенные тарелки клапанов могут быть восстановлены плазменным напылением, электроконтактным напеканием металлических порошков или наплавкой ТВЧ шихтой из жаропрочных материалов (ВКЗ, ЭП-616, сормайт-1).
Обработку напыленных или напеченных поверхностей целесообразно проводить электроабразивным (электрохимическим) шлифованием.
| Рисунок 3. Проверка клапана на индикаторном приспособлении: а — проверка прямолинейности стержня; б — проверка биения фаски тарелки: 1, 5 — стойки для индикатора; 2 — клапан; 3 и 6 — прижимы; 4 — индикатор; 7 — упор. |
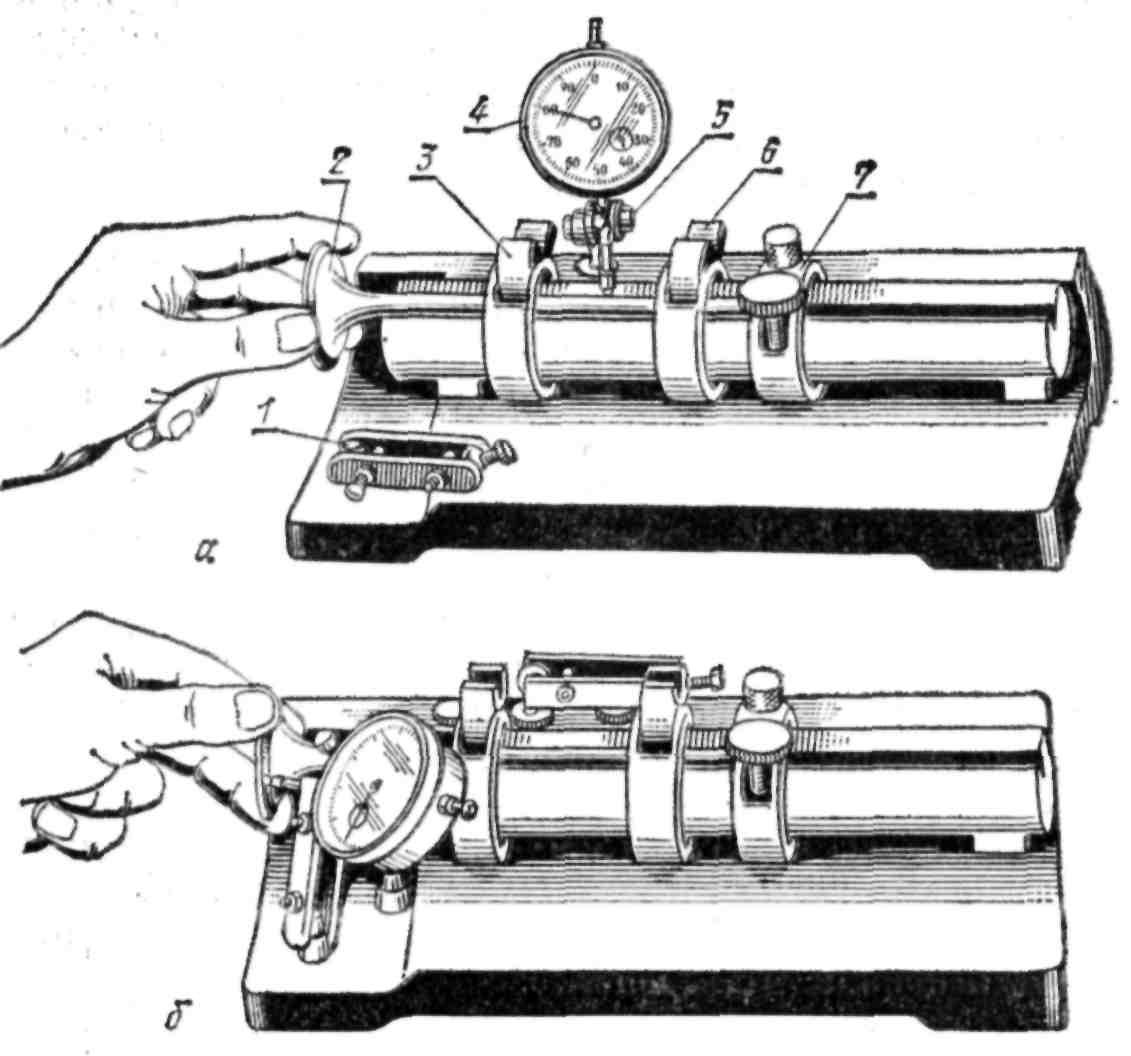
После шлифования проверяют биение конической фаски тарелки клапана относительно его стержня (рисунок 3б). Биение допускается не более 0,03…0,05 мм.
Высота цилиндрической фаски клапана не должна быть менее 1,1 мм для впускных и 1,3 мм для выпускных клапанов.
Изношенный торец стержня клапана шлифуют на специальной подставке (призме), прилагаемой к станку ОПР-823. После шлифования угольником проверяют перпендикулярность торца стержня по отношению к цилиндрической поверхности. Допускается просвет на торце до 0,05 мм.
Изношенные стержни клапанов можно шлифовать на уменьшенный размер, восстанавливать железнением или хромированием. Овальность и конусность стержня клапана после шлифования не должны быть более 0,02 мм. Из выбракованных клапанов путем проточки и шлифования можно изготовить клапаны меньшего размера для использования в других двигателях. Втулки, изношенные внутри, можно восстанавливать развертыванием под увеличенный стержень клапана.
Пружины клапанов. По мере работы двигателя пружины клапанов теряют упругость и получают усадку.
Контроль упругости клапанных пружин проводят на универсальном приборе для проверки упругости пружин и поршневых колец, определяют силу сжатия пружины и сравнивают ее с техническими требованиями.
Пружины, упругость которых меньше допустимой, могут быть восстановлены накаткой роликом или способом термической фиксации. При восстановлении пружины термической фиксацией, ее растягивают за концы зажимами приспособления до необходимой длины и пропускают через нее электрический ток. После того, как пружина нагреется до 400…450°С (о чем судят по времени нагрева и интенсивному испарению масла с поверхности), ее освобождают из зажимов и охлаждают на воздухе.
Сборка головки цилиндров и притирка клапанов. Собирают головки на специальном стенде (столе). В головку блока запрессовывают направляющие втулки и развертывают их. Стержень клапана должен свободно, без заеданий, проворачиваться во втулке и перемещаться в осевом направлении. У большинства двигателей нормальный зазор между стержнем впускного клапана и отверстием втулки равен 0,03… 0,07 мм, а выпускного — 0,7…0,11 мм.
После установки клапанов проверяют утопание их тарелок относительно плоскости разъема головки и при его несоответствии техническим требованиям подбирают и притирают другие клапаны.
При притирке фаску клапана и гнезда смазывают тонким слоем пасты ГОИ или пасты, состоящей из абразивного порошка зернистостью М24..М28 и дизельного масла.
Притирку проводят на специальном станке ОПР-1841А или притирочным электроинструментом. Стержни клапанов смазывают дизельным маслом, надевают на них технологические пружины и устанавливают клапаны в направляющие втулки. Головку (блок) устанавливают на угольники подъемной площадки 5.
Вращением маховика 3 или при помощи механизированного подъема поднимают головку на такую высоту, чтобы между муфтами шпинделей и клапанами можно было вставить переходники 2. При верхнем положении блока шпинделей 1 зазор между тарелкой клапана и гнездом должен быть 8…10 мм.
На фаски клапана или гнезда наносят пасту и включают станок. При работе станка шпиндели поворачивают клапан по часовой стрелке на 1/3 оборота, а против часовой стрелки на 1/4 оборота. Кроме этого, клапаны совершают возвратно-поступательное движение в осевом направлении.
Притирку ведут до образования на конической поверхности тарелки клапана и гнезда ровной без разрывов матовой кольцевой полоски. Ширина притертой полоски должна быть у двигателей ЯМЗ-238НБ и ЯМЗ-240Б у впускных клапанов — 1,5…2 мм, выпускных — 1,0… 1,8 мм; А-01М, А-41, СМД-60, СМД-62, СМД-64 у впускных — не менее 2,0 мм, выпускных не менее 1,9 мм, СМД-14 и его модификаций — не менее 1,5 мм; Д-240, Д-50 — 1,5…2,0 мм и т. д.
Верхняя кромка матовой полоски должна отстоять от края конусной поверхности тарелки клапана не менее чем на 1,5 мм, а у двигателей ЯМЗ-238НБ и ЯМЗ-240Б поясок должен начинаться у основания большого конуса седла.
После притирки клапаны размечают в соответствии с номерами гнезд. Головку и клапаны тщательно промывают в 1%-ном водном растворе тринатрийфосфата для удаления остатков пасты и собирают клапанный механизм. Разборку и сборку головок блоков тракторных двигателей рекомендуется проводить на стендах ОПР-107 или ОПР-2953М. Стержни клапанов смазывают дизельным маслом или графити-руют.
Клапаны устанавливают в гнезда согласно разметке. При помощи приспособления сжимают пружины и устанавливают тарелки клапанных пружин с сухариками.
Сухарики должны плотно сидеть в тарелке пружины и выступать над плоскостью тарелки не более 0,5 мм. Между сухариками по стыку должен быть зазор не менее 0,5 мм.
Проверка герметичности клапанов. Окончательный контроль качества притирки ведут либо при помощи пневматического прибора, либо по просачиванию керосина. Прибор состоит из корпуса, манометра и пульверизационной груши.
Для проверки герметичности на тарелку клапана сверху кисточкой наносят керосин. Прибор прижимают к впускному или выпускному отверстию головки, грушей нагнетают под клапан воздух до давления 30 кПа и наблюдают за появлением пузырьков. Если пузырьки отсутствуют, то клапан притерт удовлетворительно.
При проверке качества притирки керосином головку устанавливавают впускными или выпускными каналами вверх и наливают в них керосин: он не должен просачиваться между клапанами и гнездами в течение 3 мин.
Для увеличения срока службы сопряжения клапанов с гнездами применяют накатывание роликами рабочих фасок гнезда и тарелки клапана. Накатывание фаски тарелки клапана проводят после ее шлифования, а фаски гнезда — после обработки фрезами. Обе операции выполняют на сверлильном станке за 6…10 оборотов шпинделя при давлении 2,5…3,0 МПа. Накатка позволяет исключить операцию притирки клапанов. Применяют также электромеханическое упрочнение фасок клапанов.
Валики коромысел (оси). При износе наружной поверхности в сопряжении со втулками коромысел валики перешлифовывают на уменьшенный ремонтный размер. Возможен ремонт валиков (осей) хромированием, железнением, вибродуговой наплавкой с последующим шлифованием.
Коромысла клапанов с втулками. Наиболее частыми дефектами коромысел клапанов являются: износ бойков и внутренней поверхности втулок, ослабление посадки втулок в коромыслах и износ резьбы под регулировочный винт.
При незначительном износе бойков по высоте их шлифуют вручную на обдирочно-шлифовальном станке, выдерживая требуемый радиус закругления по шаблону. При износе на глубину 2…3 мм боек наплавляют и шлифуют. Во время шлифования должна быть обеспечена параллельность цилиндрической поверхности бойков относительно оси отверстия под втулку, что проверяют шаблоном.
При износе резьбы в коромысле под регулировочный винт конец коромысла осаживают с боков в горячем состоянии, просверливают по кондуктору отверстие и нарезают резьбу нормального размера. Толкатели клапанов и втулки толкателей. У толкателей изнашиваются поверхности стержня и тарелки. Стержни толкателей восстанавливают вибродуговой наплавкой проволокой из высокоуглеродистой стали или напеканием металлических порошков. После наплавки или напекания стержень толкателя шлифуют на круглошлифовальном станке. Возможно также восстановление стержня толкателя электролитическим наращиванием (железнением, хромированием).
При незначительном износе рабочей поверхности тарелки толкателя (до 0,3 мм) ее шлифуют до выведения следов износа. При больших износах тарелку наплавляют электродуговой сваркой электродом Т-590 или чугуном газовым пламенем. Чтобы не произошел отпуск стержня, толкатель при наплавке тарелки погружают в ванну с проточной водой таким образом, чтобы тарелка была над жидкостью. Наплавленные тарелки шлифуют до определенной высоты.
У толкателей качающегося типа изнашиваются втулки по внутреннему диаметру, оси роликов и сами ролики, упорные пяты.
Распределительные валы. У этих валов изнашиваются опорные шейки и кулачки. Возможен также изгиб вала. Для определения изгиба вал укладывают крайними шейками на призмы и индикатором определяют биение средней шейки. Если биение превышает 0,1 мм, вал правят под прессом.
Опорные шейки распределительного вала при износе до овальности и конусности более 0,1 мм шлифуют до следующего ремонтного размера. Изношенные шейки последнего ремонтного размера восстанавливают вибродуговой наплавкой высокоуглеродистой сталью, после чего шлифуют до номинального диаметра. Возможно также восстановление шеек хромированием, твердым железнением или напеканием металлических порошков.
Втулки для опорных шеек шлифованных валов ставят в блок с уменьшенным внутренним диаметром.
Отверстия для подвода смазки в блоке и втулках после запрессовки должны совпадать. После запрессовки втулок проводят их соосную расточку на станках типа ОПР-4812, ОПР-4811.
Кулачки распределительного вала изнашиваются неравномерно. Цилиндрическая часть поверхности кулачка изнашивается незначительно, и почти весь износ приходится на долю профильной, набегающей части кулачка (рисунок 4).
Вследствие этого изменяется высота подъема клапана, смещаются в сторону запаздывания моменты начала и максимального открытия клапана и уменьшается общее время открытия его.
| Рисунок 4. Износ кулачка распределительного вала: h и h1 — высота подъема толкателя при новом и изношенном кулачках; а и а1 — начало открытия клапана при новом и изношенном кулачках; b и b1 — максимальное открытие клапана при новом и изношенном кулачках; с — закрытие клапана. |
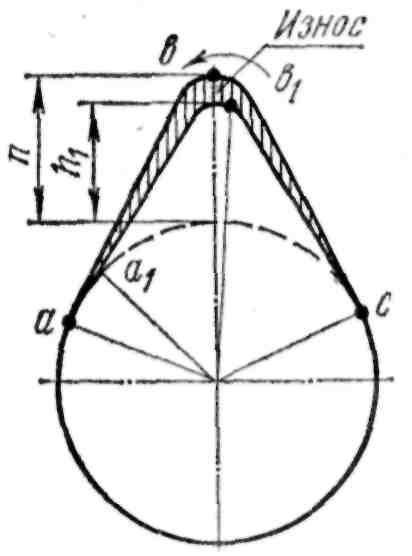
Износ кулачков распределительного вала определяют замером высоты кулачка. По высоте износ кулачков допускается до определенного предела. Например, наименьшая допустимая высота кулачков распределительного вала равна: для двигателей ЯМЗ-240Б и ЯМЗ-238НБ — 42 мм; Д-50 — 40,1 мм; СМД-14 — 41,25 мм; А-01М и А-41 — 44,05мм. Кулачки, изношенные до размера по высоте меньше допустимого, шлифуют на шлифовально-копировальном станке на ремонтные размеры. При износе кулачков последнего ремонтного размера они могут быть восстановлены до номинального размера электродуговой наплавкой электродом Т-590 с последующим шлифованием или напеканием металлических порошков.
Диагностика и ремонт ГРМ автомобиля на профессиональном сервисе
ГРМ служит для подачи смеси топлива и воздуха в цилиндры и выпуска продуктов сгорания. Диагностика и ремонт ГРМ автомобиля на профессиональном сервисном оборудовании при появлении признаков поломок – обязательная мера предупреждения повреждения клапанов, снижения мощности и остановки двигателя, повышенного износа других узлов.

Признаками поломок являются
- Стук при работе непрогретого двигателя.
- Металлическое постукивание на малых и средних оборотах.
- Синий цвет выхлопных газов.
- Стук при разгоне машины.
- «Провалы» мощности при работе непрогретого ДВС.
- Шелестящие шумы в передней части двигателя, где расположен привод распредвала.
Эти симптомы сопровождаются снижением мощности и перебоями в работе двигателя. При появлении таких признаков необходим ремонт газораспределительного механизма автомобиля в СТО.
Стоимость услуги зависит от характера поломки, цены сменных деталей и сложности работы. Мы устанавливаем комплект ГРМ Eurorepar. В отличие от дешевых комплектующих китайского производства, детали и запчасти Еврорепар полностью отвечают принятым стандартам качества и обеспечивают бесперебойную работу механизма.
Этапы ремонта
Ремонт газораспределительного механизма делается в несколько этапов:
- Установка автомобиля на эстакаду, подъемник или смотровую яму.
- Демонтаж автомобильного генератора.
- Снятие крышки привода механизма, заглушки цилиндров.
- Установка фиксатора распределительного вала.
- Демонтаж звездочек, цепи или ремня, других элементов механизма.
После разборки осматривают все детали и узлы. Определяют степень износа клапанов, стрежней, ремня или цепей, подшипников, натяжителей, других узлов и частей. При необходимости делают замену неисправных элементов и восстанавливают конфигурацию и рабочие поверхности деталей. Завершает ремонт сборка и наладка.
В качестве профилактических мер рекомендуется регулярно выполнять ТО автомобиля, использовать сертифицированные смазочные материалы и марки топливо, рекомендуемые производителем.
В нашем сервисном центре работает персонал с профильным образованием и значительным опытом. Гарантия распространяется на работу, ремень ГРМ Eurorepar, другие элементы механизма.
Ремонт ГРМ в Москве — цены на ремонт ГРМ в автосервисах Вилгуд
ВАО
Автосервис на Семеновской
ЗАО
Автосервис на Вернадского
Автосервис на Генерала Дорохова
Автосервис на Крылатской
Автосервис на Кутузовском
Автосервис на Юго-Западной
САО
Автосервис в Долгопрудном
Автосервис в Коптево
Автосервис в Химках
Автосервис на Балтийской
Автосервис на Беломорской
Автосервис на Бумажном
Автосервис на Лобненской
СВАО
Автосервис в Алтуфьево
Автосервис в Мытищах
Автосервис на Академика Королева
Автосервис на Поморской
СЗАО
Автосервис на Путилковском шоссе
ЦАО
Автосервис на Брянском посту
Скоро открытие на Таганской
ЮАО
Автосервис в Чертаново
Автосервис на 32 км. МКАД
Автосервис на 6-й Радиальной
Автосервис на Дубининской
Автосервис на Кантемировской
Скоро открытие на Проспекте Андропова, 22
Автосервис на Тульской
ЮВАО
Автосервис в Жулебино
Автосервис в Марьино
Автосервис на Волгоградском пр-те
Автосервис на Привольной
ЮЗАО
Автосервис на Новоясеневской
Автосервис на Профсоюзной
Балашиха (Московская область)
Автосервис в Балашихе
Автосервис на Шоссе Энтузиастов
Дмитров (Московская область)
Автосервис в Дмитрове
Долгопрудный (Московская область)
Автосервис в Долгопрудном
Зеленоград (Московская область)
Автосервис в Зеленограде
Автосервис в Зеленограде 2
Клин (Московская область)
Автосервис в Клину
Королёв (Московская область)
Автосервис на Академика Легостаева
Автосервис на Пионерской
Автосервис на ул. Марины Цветаевой
Люберцы (Московская область)
Автосервис на Егорьевском шоссе
Мытищи (Московская область)
Автосервис в Мытищах
Подольск (Московская область)
Автосервис в Подольске
Солнечногорск (Московская область)
Автосервис в Солнечногорске
Троицк (Московская область)
Автосервис в Троицке
Химки (Московская область)
Автосервис в Химках
Чехов (Московская область)
Автосервис в Чехове
Шатура (Московская область)
Автосервис в Шатуре
Автосервис в Шатуре на Московской
Щелково (Московская область)
Автосервис в Щелково
Ремонт ГРМ: технологический процесс обслуживания автомобиля
Автомобили 26 апреля 2018Основным условием работы двигателя внутреннего сгорания является наличие системы газораспределения. В народе механизм называют ГРМ. Этот узел должен регулярно обслуживаться, что строго регламентировано заводом-изготовителем. Несоблюдение сроков по замене основных компонентов может повлечь за собой не только ремонт ГРМ, но и двигателя в целом.
Ременной привод газораспределительного механизма
В настоящее время существует два варианта реализации привода ГРМ: ременной и цепной. Первый считается более распространенным и простым в обслуживании. Система насчитывает несколько шкивов, установленных на распределительных и коленчатом валах, а также водяной насос. Механизм также включает в себя систему натяжения и обводной (паразитный) ролик. Дополнительные натяжители нужны для того, чтобы ремень работал строго на своем месте без перекоса. Ролики – это, по сути, подшипники качения, которые периодически тоже необходимо менять.
Стоит понимать, что ремонт ремня ГРМ как таковой не выполняется. Последний подлежит только замене. Что касается регламентных сроков замены механизма, то все зависит от завода изготовителя. В большинстве случаев ремень ГРМ меняют каждые 150 тысяч километров, но в тяжелых условиях эксплуатации, к которым можно смело отнести пробег машины по территории РФ, необходимо проводить замену каждые 90-100 тысяч километров. Ремонт ремня ГРМ и других составляющих не рекомендуется делать еще по той причине, что обслуживание газораспределительного механизма довольно дорогое, особенно это касается двигателей V6 и V8. Так как ремонтные работы не дают никаких гарантий по сроку службы, то можно попасть на внеплановую замену. Комплект замены: ремень, обводной и ведущий ролик, водяной насос и сальники.
Вкратце о цепном приводе
Основная цель инженеров заключается в том, чтобы обеспечить максимальный ресурс силового агрегата автомобиля. А так как обрыв ремня ГРМ в большинстве случаев приводит к фатальным последствиям, то много внимания было уделено надежности узла. В этом плане цепной привод оказался впереди ременного. Практически всегда применяется двухрядный цепной привод, который входит в зацепление с соответствующими звездочками, установленными на валах (распределительном и коленчатом).
Основная проблема цепи заключается в том, что со временем она растягивается. В результате этого нередко появляются посторонние шумы и сбиваются метки ГРМ. Из-за этого двигатель теряет часть мощности и повышается его износ. Ремонт цепи ГРМ, равно как и ремня, не выполняется. Замене подлежит полностью весь узел, начиная от звездочек и заканчивая цепью и успокоителем с натяжителем. Что касается основных достоинств цепного привода, то это его надежность и интервалы замены. Его необходимо менять несколько реже, примерно каждые 250 тысяч километров. Если этого не делать вовремя, то может случиться обрыв цепи ГРМ. Ремонт мотора после такой поломки будет стоить достаточно дорого.
Принцип действия ГРМ
Независимо от типа привода, газораспределительный механизм работает по одной и той же схеме. Всю работу можно разделить на 4 основных этапа:
- впуск;
- сжатие;
- рабочий ход;
- выпуск.
Чтобы эта система работала исправно и эффективно, необходимо синхронизировать работу распределительных и коленчатого вала. Синхронная работа распредвала и коленвала — основная задача привода ГРМ независимо от его типа и устройства.
Такт впуска начинается с движения коленчатого вала. Он передает усилие на поршень, который, в свою очередь, начинает движение из верхней мертвой точки (ВМТ) в нижнюю мертвую точку (НМТ). В это время происходит открытия впускных клапанов и поступление топливно-воздушной смеси в камеру сгорания. После подачи клапана закрываются. Коленчатый вал за этот такт проворачивается на 180 градусов от своего начального положения.
После того как поршень достиг НМТ, он начинает подниматься в ВМТ. Следовательно, в цилиндре происходит сжатие топливно-воздушной смеси. Фаза заканчивается при подходе поршня к верхней мертвой точке. Коленчатый вал в конце такта провернут на 360 градусов от своего начального положения.
Когда наступает момент максимального сжатия, происходит воспламенения топливной смеси, а поршень в это время под действием образовавшихся газов начинает двигаться к НМТ. Когда он достигает нижней точки, то фазу рабочего хода принято считать завершенной. Удаление отработанных газов происходит при последующем движении поршня в ВМТ и открытии выпускных клапанов. После завершения такта коленчатый вал проворачивается на 720 градусов от своего начального положения.
Основные элементы газораспределительного механизма
ГРМ состоит из большого количества деталей, каждая из которых выполняет возложенную на нее задачу. Основной элемент — распределительный вал. В большинстве случаев устанавливается в головке блока цилиндров. Современные моторы оснащаются двумя распредвалами, что повышает эффективность работы системы в целом и ее надежность. В этом случае мотор будет иметь 16 клапанов, а с одним распредвалом — 8. При вращении вала происходит воздействие на клапана через кулачки, установленные на цилиндрических шейках. Промежуточное звено между кулачками и клапанами — толкатели.
Еще одна важная составляющая — впускные и выпускные клапана. Они нужны для подачи топливно-воздушной смеси и удаления отработанных газов. Представляют собой стержень с тарелкой. Стержень всегда цилиндрической формы с выборкой под пружину. Движение клапанов строго ограничено. Для предотвращения попадания масла в камеру сгорания через клапана, последние имеют уплотнительные кольца.
Еще один элемент — привод ГРМ. Через него передается вращение. Стоит понимать, что за 2 полных оборота коленчатого вала, распределительный делает всего один. То есть, вращается со скоростью в два раза меньшей.
Ремонт и обслуживание ГРМ
Чем плотнее компоновка узлов и агрегатов под капотом, тем сложнее заменить ту или иную деталь газораспределительного механизма. Именно поэтому плановый ремонт необходимо выполнять полностью, а не менять только ремень или помпу. Ведь если выйдет из строя ролик ГРМ, ремонт обойдется в круглую сумму, которую можно приравнять к полному обслуживанию механизма. Как уже было отмечено выше, производителем указаны четкие сроки замены комплекта газораспределительного механизма. Их и нужно стараться придерживать. Безусловно, изначально инженерами заложен небольшой запас прочности узла. К примеру, с ремнем или цепью может ничего и не случится, если ее заменить несколько позже. Но затягивать с этим не стоит, ведь обрыв в большинстве случаев приводит к тому, что клапана встречаются с поршнями и их загибает. Для ремонта понадобится снимать и разбирать мотор, а это уже полноценная капиталка.
Желательно обслуживать ГРМ у хороших специалистов, хотя порой найти таковых довольно сложно. Дело в том, что процесс настройки включает в себя выставление меток. Если не синхронизировать распределительные валы с коленчатым, то машина вообще не заведется. Нужно будет опять разбирать узел, и делать все по новой. Желательно при ремонте не менять сальники валов, которые имеют свойство подтекать.
Основные неисправности ГРМ
Даже если привод газораспределительного механизма находится в хорошем состоянии, то это еще не гарант нормальной работы узла. Дело в том, что в процессе эксплуатации на клапанах появляется нагар и раковины. Из-за этого клапана прилегают к седлам неплотно, и могут быть слышны хлопки в выхлопной системе, а также несколько уменьшается компрессия. Нередки случаи деформации головки блока цилиндров, уменьшение зазоров между клапанами и седлами, а также заедание стержня клапана во втулке.
Вторая популярная неисправность — уменьшение мощности силового агрегата. В большинстве случаев причиной является неполное закрытие впускных клапанов. В результате этого часть топливно-воздушной смеси не попадает в камеру сгорания. Увеличивается тепловой зазор, и выходят из строя гидрокомпенсаторы. Обычно мотор начинает троить, и появляются посторонние стуки металлического характера.
Еще одна типичная проблема — механический износ. Нередко бывает так, что просто взял и порвался ремень ГРМ. Ремонт в этом случае понадобится внеплановый. Из-за чего это может произойти? Все предельно просто — критический износ шестеренок или подшипников. Они разбалтываются или вовсе заклинивают. Но даже в этом случае обрыв зачастую происходит не сразу. Да и изменения в работе двигателя сложно не заметить. Поэтому шуршащие или свистящие звуки в районе газораспределительного механизма желательно устранять сразу.
ГРМ: ремонт «Рено» и других автомобилей
В большинстве случаев, процедура замены газораспределительного механизма на всех автомобилях практически идентична. Речь идет о моторах с рядным расположением цилиндров. Если у вас V6 и выше, то выполнить самостоятельную замену будет на порядок сложнее.
Возьмем в качестве примера автомобиль «Рено Сценик» с силовым агрегатом типа К4М. На нем многие водители рекомендуют менять ГРМ не реже чем каждые 80 тысяч километров. Если с разборкой все более или менее понятно, то при сборке узла очень важно правильно выставить метки. Чтобы это сделать, необходимо продублировать метки со старого ремня и желательно начать установку с распределительного вала. Дальше ремень прокидывается через обводной и натяжной ролик с помпой. Если фазорегулятор снят, то, скинув ремень с помпы, его необходимо установить. Для удобства монтажа многие водители снимают шестерню коленчатого вала и устанавливают ее в последнюю очередь. Ремонт ГРМ 16-клапанного мотора имеет лишь то отличие, что необходимо синхронизировать два распределительных вала. Сделать это просто, ведь на каждом из них имеются соответствующие метки. Аналогично проходит замена и на автомобилях ВАЗ, независимо от мотора. Самостоятельно провести такой ремонт возможно только при наличии специального инструмента и оборудования. Хотя кто-то способен и «на коленке» отремонтировать привод.
Процесс ремонта узла
Многие покупают автомобили с пробегом. Практически все владельцы перед продажей говорят о том, что комплект ГРМ менялся совсем недавно. Хорошо, если это действительно так. Ведь обрыв может привести к капиталке, которая обычно составляет порядка 20% стоимости автомобиля или даже больше. Чтобы в дальнейшем не выполнять ремонт клапанов ГРМ, желательно сделать диагностику узла и принять соответствующее решение. В большинстве случаев не рекомендуется оставлять какую-либо деталь, заменив все остальные. Как уже было сказано выше, выход из строя водяного насоса или ролика, приведет к повторному ремонту. Хорошо еще, если удастся избежать обрыва ремня.
Есть такой вид работ, как «дефектовка ГРМ». Суть мероприятия заключается в выявлении проблем в работе привода газораспределительного механизма. По сути, работа включает в себя осмотр узла и оценку состояния ремней, роликов, водяного насоса и т. п. Также при дефектовке проверяют метки ГРМ и при необходимости их выставляют. Необходимо понимать, что многое зависит от того, насколько квалифицированными сотрудниками был проведен ремонт ГРМ автомобиля. Ведь если механики на СТО недостаточно хорошо знакомы с конструкцией и устройством газораспределительного механизма того или иного автомобиля, то лучше воспользоваться услугами другого сервиса.
Правильный выбор запасных частей
Как показывает практика, наиболее часто вызывает проблему при капитальном ремонте двигателя ГРМ. Причем далеко не всегда она кроется в несвоевременном обслуживании. В некоторых случаях все дело в запчастях. Дело в том, что есть оригинальные ремни, ролики и водяные насосы. Под словом «оригинальные» стоит понимать те запасные части, которые были установлены заводом изготовителем. В большинстве случаев они имеют достаточно длительный ресурс и хороший запас прочности при правильной эксплуатации и обслуживании. К примеру, водяная помпа рассчитана в среднем на 150 тысяч пробега. Такой интервал выдерживают абсолютно все детали, начиная от обводных роликов и заканчивая ремнем или же цепью. Но даже при приближении такого пробега, ГРМ может работать вполне нормально еще 30 или 50 тысяч километров. Но уже нет никакой гарантии, что его не оборвет в самый неподходящий момент. Тем не менее определенный запас производителем все же заложен.
Ну а сейчас следующая ситуация. Оригинальные детали на большую часть автомобилей стоят приличных денег. Исключением являются только некоторые автомобили семейства ВАЗ. Ремонт ГРМ «Жигулей» — не слишком затратное и сложное мероприятие. Ну а если под капотом 5-литровый монстр, то покупка оригиналов ГРМ на него обойдется не в одну сотню долларов. Вполне естественно, что автомобилисты хотят сэкономить, приобретая аналоги не самого лучшего качества. В результате уже через 10-20 тысяч километров появляется люфт в подшипниках, начинает подтекать помпа и т. п. Водитель в этом случае вынужден повторно менять детали ГРМ, что приводит к неоправданным затратам. В худшем случае придется выполнять такие работы, как ремонт клапанов ГРМ, а точнее, их полную замену.
Подведем итоги
Газораспределительный механизм двигателя внутреннего сгорания требует регулярного и качественного технического обслуживания. В этом случае можно быть уверенным в его длительной бесперебойной работе. Некоторые двигатели не боятся обрыва ремня, и клапаны не загибает. Но даже в этом случае приятного мало, ведь найти ремень на трассе довольно проблематично.
Несмотря на все вышесказанное, не нужно относиться к ГРМ как к чему-то особенному. Механизм попросту нуждается в замене по регламентным срокам, которые указаны в сервисной книжке. Также не стоит пытаться экономить на запасных частях, устанавливая китайские дешевые подшипники и помпы непонятного производства. Также желательно следить за состоянием защитного кожуха механизма, ведь нередко его повреждение приводит к попаданию грязи и воды на ролики и ремень, что способствует сокращению ресурса. Если уж поломка и приключилась, то нужно найти специалистов, которые смогут качественно выполнить ремонт цепи ГРМ или же ремня.
Источник: fb.ru