Какая резьба на свечах зажигания – Инструмент для восстановления свечной резьбы|Как восстановить свечную резьбу
- 08.11.2018
Какая резьба на свечах зажигания лучше
Многие автолюбители не уделяют особого внимания размеру резьбы на свечах зажигания, покупают продукцию по рекомендациям продавцов в автомагазинах либо друзей. Такая халатность чревата, нарушением работы автомобиля и силового агрегата, возникновением калильного зажигания, полным ремонтом мотора. В этой статье описаны габаритно – присоединительные размеры свечей, которые нужно учитывать для обеспечения оптимальной работы автодвигателя и увеличения его ресурса.
Основные понятия
 Резьбовая часть СЗ
Резьбовая часть СЗВ зависимости от типа мотора и марки автомобиля определяется, какой должен быть размер и резьба свечи зажигания для обеспечения нормальных эксплуатационных условий для автодвигателя. Габаритно – присоединительными параметрами указанных изделий принято считать:
- относительно резьбы — это диаметр и шаг;
- габариты резьбового соединения и вкручиваемой части;
- параметры шестигранника «под ключ».
Монтаж свечей, не отвечающих характеристикам мотора, может привести к таким неприятным последствиям:
- Если неправильно подобран диаметр и шаг резьбового соединения, то СЗ просто не вкрутится.
- При слишком короткой длине вкручиваемой части, СЗ не даст возможность разместиться свечным контактам правильно внутри камеры сгорания. Это спровоцирует нестабильную работу силового агрегата. Продолжительное использование слишком коротких изделий приведет к засорению свободного пространства отверстия для установки свечи, впоследствии монтаж свечи с нормальными размерами будет затруднен.
- Чрезмерно длинная СЗ становится преградой во время перемещения поршня либо клапанов — это чревато серьезной поломкой автодвигателя. Плюс часть СЗ, выпирающая в камеру сгорания покроется нагаром. При ее выкручивании есть большая вероятность повредить гнездо для установки СЗ.
Заводы – изготовители СЗ для подведения охладительной рубашки поближе к свече увеличивают длину резьбового соединения, при этом они вынуждены:
- использовать очень качественное сырье для изготовления своей продукции;
- делать меньше свечной диаметр и параметры шестигранника «под ключ»;
- использовать для опоры площадку конической формы.
Увеличение размера резьбы свечи зажигания с использованием опорной поверхности конической формы дает возможность максимально близко приблизить рубашку охлаждения к СЗ. Изменить калильное число СЗ позволяет длина теплового конуса изолятора. Увеличение указанного параметра способствует снижению калильного числа. При этом возрастает способность СЗ к самоочистке от нагарообразования, так как обдув теплового конуса изолятора становится лучше. Плюс снижается утечка электрического тока из-за лучшей изоляции центрального контакта от массы.
Подбор СЗ осуществляется с учетом рекомендаций изложенных в мануале к автомобилю. При отсутствии такой документации нужно выбирать свечи по каталогам производителей СЗ при этом учитывается:
- марка, год выпуска машины;
- марка и тип автодвигателя.
Выбрать подходящую для конкретного мотора продукцию по другим параметрам не удастся: нет единой системы маркировки СЗ.
Рекомендуем посмотреть видео о подборе СЗ:
Маркировка изделий
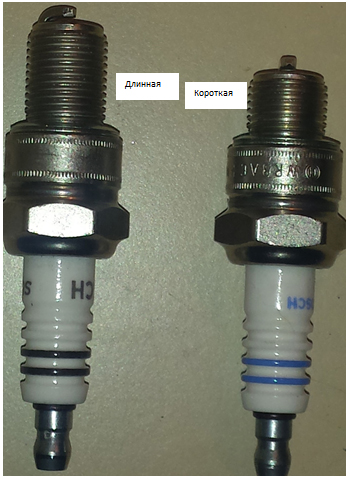 Изделия с различной длиной резьбы.
Изделия с различной длиной резьбы.Диаметр резьбы свечей зажигания положен в основу классификации СЗ по размерам:
- для мототранспорта, газонокосилок, бензопил используют изделия — М10х1;
- в случае с мотоциклами предпочтительно применять — М12х1,25;
- для машин устанавливают СЗ класса «А» — М14х1,25;
- изделия типа «М» применяют на старых автодвигателях, газопоршневых ДВС и так далее — М18х1,5.
По длине резьбового соединения различают:
- 12 мм — короткие изделия, используются для ЗИЛ, ГАЗ, ПАЗ, УАЗ, Волга, Запорожец, мотоциклы;
- 19 мм— длинные СЗ предназначенные для ВАЗ, АЗЛК, ИЖ, Москвич, Газель, практически все иномарки;
- 25 мм — удлиненные используются в современных форсированных моторах;
- менее 12 мм — устанавливаются на автодвигатели с малыми габаритами.
Большая длина резьбы применяется для более мощных моторов.
В зависимости от головки «под ключ» различают:
- 21 мм — нормальные, применяются в двухклапанных движках;
- 18 мм — средние, применимы не на всех типах мототранспорта;
- 16 мм — уменьшенные, используются в современных четырехклапанных моторах.
Рекомендации
Геометрические параметры СЗ должны соответствовать размерам свечного гнезда — это позволяет изделиям свободно вкручиваться без повреждения нарезки на гнезде либо свече. Прежде, чем отвинчивать свечи нужно очистить пространство вокруг нее от различных загрязнений, такие манипуляции позволят не повредить резьбовое соединение и не дать абразивным частицам проникнуть в цилиндр.
Вкручивать СЗ необходимо применяя динамометрический ключ, позволяющий не перетянуть изделие. Учтите: свечи имеют достаточно твердую стальную резьбу, а на головке блока цилиндров алюминиевая нарезка, она очень мягкая, ее легко повредить песком или другими абразивными элементами.
В случаях, когда на ГБЦ портится 3-4 витка резьбовой части, наблюдается неплотное ввинчивание СЗ. В результате этого происходит возгорание горючей смеси от раскаленного свечного центрального изолятора, автодвигатель начинает неровно работать, возникают непонятные рывки даже при выключенном зажигании. То — есть наблюдается калильное зажигание, возрастает возможность прогорания колец либо поршня, в итоге придется капиталить движок.
- повреждение нарезки на ГБЦ;
- недотянуты свечи.
При этом на центральном электроде температура возрастает на 4000С. Из вышесказанного вывод: важно не только правильно подобрать свечи исходя из инструкции по эксплуатации машины, но и грамотно установить их на посадочные места, не перетянув.
Инструмент для восстановления свечной резьбы|Как восстановить свечную резьбу
Восстановить резьбу свечного колодца при помощи профессионального набора довольно просто. Новую резьбу нарезает ступенчатый метчик. Его необходимо соединить с держателем для метчиков. После чего всю конструкцию следует установить в свечное отверстие с поврежденной резьбой.Процесс нарезки, как правило, не вызывает никаких проблем. Головка блока цилиндров выполнена из алюминия и легко поддается метчику. При этом на инструмент нужно нанести консистентную смазку, тогда прирезка проходит легче. Кроме того, смазка удерживает на метчике стружку, которая образуется во время нарезки.
Мы рекомендуем закручивать метчик в поврежденную резьбу до тех пор, пока его внешний край не выйдет из резьбы примерно на пять см. Таким образом, за одну операцию мы удалим старую резьбу и создадим новую под свечную головку.
Затем необходимо очистить от стружки края свечного отверстия. Для этого следует использовать специальную фрезу, которая надевается поверх метчика. После этого свечное отверстие нужно полностью вычистить от остатков стружки. Быстрее всего это сделать с помощью продувочного пистолета.
Затем метчик нужно выкрутить из отверстия. На новую резьбу устанавливается свечная футорка с помощью специального приспособления для установки ремонтных футорок. Этим приспособлением комплектуют все профессиональные наборы для восстановления резьбы бренда Licota.
Метчик для развальцовки необходимо соединить с держателем метчиков, смазать маслом и закрутить в ремонтную футорку, которая установлена в резьбу. Тем самым происходит развальцовка ремонтной футорки.
Как только футорка плотно встанет в новую резьбу, восстановление свечной резьбы можно считать выполненным. Осталось вкрутить метчик для развальцовки и установить свечи зажигания. В результате ремонта футорка надежно установлена в свечном колодце.
Итоговый результат:
- Футорка надежно установлена в свечном колодце;
- Высокая скорость выполнения ремонта;
- В процессе ремонта был исключен риск попадания стружки в ГБЦ;
- Использование всех приспособлений не потребовало специальных навыков.
Поэтому набор для восстановления свечной резьбы, несмотря на более высокую цену, используют как профессионалы, так и продвинутые автолюбители.
Параметры свечей зажигания | Автомобильный справочник
На территории России свечи зажигания должны изготавливаться в общеклиматическом исполнении в соответствии с требованиями ОСТ 37.003.081-98 «Свечи зажигания искровые. Общие технические условия». Вот о том, какие существуют параметры свечей зажигания, мы и поговорим в этой статье.
Содержание
Свечи зажигания относятся к классу неремонтируемых, обслуживаемых в период эксплуатации изделий, они должны быть работоспособны при температуре окружающей среды от -45 до +100 °С.
Технические требования к свечам зажигания
Изолятор свечи должен соответствовать требованиям ОСТ 37.003.036-87 «Изоляторы керамические для искровых свечей зажигания. Технические условия».
Металлические детали свечей должны иметь оксидное или металлическое покрытие (цинковое или никелевое), на них не допускаются трещины и поврежденные нитки резьбы. На термоосадочной канавке и в местах наложения контактов на корпус при электротермической сборке допускается частичное нарушение покрытия.
Искрообразование между электродами свечей с искровым зазором менее 0,6 мм должно быть бесперебойным при давлении газа, окружающего электроды, 1,0±0,05 МПа (10±0,5 кгс/см
Свечи зажигания должны быть герметичны, суммарная утечка газа через соединение корпуса с изолятором и изолятора с центральным электродом при разнице давлений 2,0±0,05 МПа (20,0±0,5 кгс/см2) не должна превышать 5 см3/мин.
Свечи с плоской опорной поверхностью должны выдерживать следующие механические нагрузки:
- Крутящий момент 45 Н.м (4,5 кгс.м), приложенный к шестиграннику корпуса; усилие 400 Н (40 кгс), приложенное под прямым углом к контактной головке для свечей с размером шестигранника под ключ 20,8 мм; и 300 Н (30 кгс) при шестигранниках 16,0 и 19,0 мм;
- Растягивающую силу 300 Н, приложенную к контактной головке вдоль ее оси. Свечи с конической опорной поверхностью должны выдерживать следующие механические нагрузки:
- Крутящий момент 25 Н.м (2,5 кгс.м), приложенный к шестиграннику корпуса; усилие 300 Н (30 кгс), приложенное под прямым углом к контактной головке; растягивающую силу 300 Н (30 кгс), приложенную к контактной головке вдоль ее оси.
Боковой электрод должен быть надежно закреплен на корпусе. Свечи должны выдерживать без повреждений вибрационные и ударные нагрузки, возникающие на двигателе в процессе его работы.
Толщина уплотнительного кольца свечей с плоской опорной поверхностью должна быть от 1,4 мм до 2,0 мм после однократной затяжки усилием 30 Н.м (3 кгс.м).
Сопротивление изоляции между контактной головкой и корпусом при температуре 550±15 °С должно быть не менее 5,0 МОм.
Допустимое отклонение калильного числа, установленное для данного типа свечи, не должно превышать ±10 %.
Изолятор для свечей с размерами шестигранника под ключ 16,0 и 19,0 мм в сборе с электродом и контактной головкой должен выдерживать испытательное напряжение 18 кВ. При шестиграннике 20,8 мм изолятор должен выдерживать 22 кВ (действующее значение при частоте 50 Гц).
Конструкция свечей должна допускать очистку теплового конуса изолятора от нагара и регулирование искрового зазора.
Калильное число
Калильное число — это величина среднего индикаторного давления, при котором в цилиндре двигателя при испытании свечи возникает калильное зажигание.
Прямое определение тепловой характеристики связано с необходимостью измерения температуры теплового конуса изолятора и электродов на работающем двигателе. Это сложная техническая проблема, так как требует установки в свечу миниатюрных термопар и защиту их от высокого напряжения. Такая работа требует огромных затрат и проводится только в исследовательских целях при доводке вновь разрабатываемых двигателей.
В связи с этим определение тепловой характеристики заменяют подбором свечей по верхнему температурному пределу. Для этого производятся тепловые ряды конструктивно одинаковых свечей с различными тепловыми характеристиками.
Каждую свечу теплового ряда испытывают на моторной испытательной установке, позволяющей за счет наддува моделировать тепловую напряженность двигателя с любой удельной мощностью, вплоть до самого форсированного спортивного. В процессе испытания величину наддува последовательно увеличивают, соответственно возрастает тепловая напряженность и основной характеризующий ее показатель — величина среднего индикаторного давления.
Основным конструктивным параметром, с помощью которого изменяют величину калильного числа, является длина теплового конуса изолятора. Чем длиннее тепловой конус изолятора, тем рабочая температура свечи больше, и наоборот, чем короче тепловой конус изолятора, тем температура меньше.
До 1974 г. свечи, производимые в СССР, имели в своей маркировке обозначение длины теплового конуса изолятора, выраженной в миллиметрах. Ветераны-автомобилисты помнят свечи с уралитовыми изоляторами для автомобиля «Запорожец» первых выпусков, которые имели маркировку А6УС или А7,5УС, свечи для автомобиля «Волга» ГАЗ-21 с маркировкой А14У, свечи А11У для автомобиля «Москвич-401» и многие другие. Интересно отметить, что на первые модели автомобилей ВАЗ ставились свечи с изолятором из керамики «боркорунд», также с маркировкой длины теплового конуса изолятора, сначала А6БС, затем А7,5БС. С появлением двигателей автомобилей ВАЗ-2101, ГАЗ-24, АЗЛК-412, ЗАЗ-966, ЗИЛ-130, ГАЗ-53 и других требования к свечам возросли. Выяснилось, что необходимо учитывать то, что рабочая температура свечи зависит не только от длины теплового конуса изолятора, но и от многих других конструктивных и технологических факторов. Ведь калильное число является интегральным показателем, характеризующим зависимость рабочей температуры свечи не только от длины теплового конуса, но и от других конструктивных факторов.
Каждой длине теплового конуса изолятора соответствует своя величина калильного числа. В соответствии с российским стандартом калильные числа следует выбирать из ряда 8, 11, 14, 17, 20, 23 и 26 условных единиц. Допускаются промежуточные значения, выраженные целыми числами.
С помощью калильных чисел различают более «горячие» и более «холодные» свечи. Эти понятия определены тем, что при установке на один и тот же двигатель «горячие» свечи в равных условиях имеют рабочую температуру выше, чем «холодные». Устанавливая последовательно на двигатель свечи с различными калильными числами, можно осуществить подбор по тепловой характеристике. Первым критерием подбора является отсутствие калильного зажигания при полной нагрузке двигателя. Вторым критерием является то, что ближайшая более «горячая» свеча вызывает калильное зажигание. Правильно подобранная свеча всегда должна иметь максимальную температуру, несколько ниже, чем температура калильного зажигания. При подборе к двигателю угол опережения зажигания устанавливают на 10-15° раньше относительно установочного. Этим способом искусственно повышают рабочую температуру свечи, что обеспечивает гарантированный запас до верхнего температурного предела.
Зарубежные фирмы применяют свои шкалы калильных чисел, прямые и обратные. В прямых шкалах с увеличением длины теплового конуса калильное число возрастает, а в обратных уменьшается. Отечественная шкала калильных чисел едина для всех производителей в России и является обратной. Чем больше калильное число, тем короче при прочих равных тепловой конус, тем свеча «холоднее». В отличие от нашей страны, за рубежом каждая фирма применяет свою шкалу калильных чисел и свою систему маркировки свечей. Для определения соответствия по калильному числу свечей различных производителей приходится пользоваться таблицами взаимозаменяемости.
Габаритные и присоединительные размеры свечей зажигания
Эти размеры свечей должны соответствовать международным стандартам ISO (Международная организация по стандартизации). Поэтому весьма удобным для потребителей обстоятельством является то, что по своим размерам однотипные свечи, выпускаемые различными производителями, полностью взаимозаменяемы.
Габаритные и присоединительные размеры свечей М14х1,25 с плоской опорной поверхностью и шестигранником под ключ 20,8
Габаритные и присоединительные размеры свечей М14х1,25 с плоской опорной поверхностью и шестигранником под ключ 16,0
Свечи могут иметь плоскую или коническую опорную поверхность. Для герметизации соединения с головкой блока цилиндров двигателя свечей с плоской опорной поверхностью необходимо специальное уплотнительное кольцо, а при конической посадочной поверхности уплотнительное кольцо не требуется.
Габаритные и присоединительные размеры малогабаритных свечей М 14×1,25 с плоской опорной поверхностью и шестигранником под ключ 19,0
Размеры свечей определяются типом посадочного места, резьбой на корпусе, длиной резьбовой части корпуса и размером шестигранника под ключ.
В настоящее время международными стандартами для автомобильных двигателей предусмотрено применение свечей с резьбой М10х1,0; М12х1,25; М14х1,25 и М18х1,5 и шестигранником под ключ 16,0; 19,0 и 20,8 мм. Ряды длин резьбовой части корпуса для свечей с плоской или конической опорной поверхностью различны. Для свечей с плоской опорной поверхностью это 9,5; 12,7; 19,0 и 26,5 мм.
Габаритные и присоединительные размеры свечей М14х1,25 с конической опорной поверхностью
Отечественным стандартом предусмотрены свечи с плоской и конической опорной поверхностью. По этому стандарту отечественная промышленность в настоящее время выпускает свечи с плоской опорной поверхностью и резьбой на корпусе М14х1,25; длиной резьбовой части корпуса 9,5; 12,7; 19,0 мм и шестигранником под ключ 16,0; 19,0; и 20,8 мм. Размеры свечей с конической опорной поверхностью, предусмотренные стандартом, представлены в таблице выше.
В следующей статье я расскажу об устройстве свечей зажигания.
Рекомендую еще почитать:
Восстановление резьбы свечного отверстия
Повреждение резьбы свечного отверстия не позволит уплотнительному кольцу или конусу свечи надежно герметизировать цилиндр. Существует несколько способов ремонта, и некоторые из них позволяют не снимать головку блока цилиндров с двигателя.
Большинство операций технического обслуживания автомобиля производится с отворачиванием и затягиванием различных резьбовых элементов крепления. Если при этом повреждается болт, гайка или шпилька, то их заменяют новыми. В случае нарушения резьбы в корпусной детали — головке и блоке цилиндров двигателя, картере коробки передач и т.д. — чаще всего целесообразней провести ремонт.
Свечи зажигания не относятся к элементам крепления, но имеют присоединительную резьбу, основными причинами повреждения которой являются:
- использование свечного ключа, конструкция которого не обеспечивает правильной фиксации свечи, что может привести к ее перекосу при заворачивании;
- попадание в резьбу загрязнений. Чтобы этого избежать на двигателях с незакрытым свечным углублением (колодцем), необходимо перед демонтажем свечи отвернуть ее на один-два оборота и удалить грязь продувкой сжатым воздухом или кистью;
- затяжка свечи с усилием, превышающим допустимое. Отраслевой стандарт 37.003.081.98 предусматривает затягивание свечи c усилием от 30 до 45 Н·м (примерно 3,0 — 4,5 кгс·м) при толщине уплотнительного кольца от 1,4 до 2,0 мм. Свечи с коническим уплотнением необходимо затягивать усилием 20-25 Н·м (примерно 2 — 2,5 кгс·м), а точная его величина указана в инструкции по эксплуатации конкретного автомобиля.
Восстановление резьбы в отверстии производится разными способами, которые имеют свои особенности. В каждом отдельном случае из них выбирают наиболее подходящий по конструкции детали, технологическим возможностям мастерской, трудоемкости и стоимости. При всех способах ремонта обязательными требованиями являются:
- обеспечение соосности старого и нового резьбовых отверстий;
- соблюдение допусков всех размеров.
Для ремонта головки используют заплавление свечного отверстия или установку резьбовой вставки — фланцевой, спиральной, самонарезной, а также с фиксирующим пояском. Вставки не должны выступать в камеру сгорания, а окончательной операцией их установки является калибровка свечной резьбы метчиком для устранения деформаций, появившихся в процессе монтажа.
Заплавление свечного отверстия

Головку блока цилиндров снимают с двигателя и сваркой заплавляют дефектное свечное отверстие. На координатно-расточном станке (как минимум, фрезерном) производят механическую обработку углубления под свечу и восстановление привалочных плоскостей. Затем под определенным углом сверлят новое отверстие и нарезают резьбу. Если резьба имеет наиболее распространенную размерность М14х1,25 (рис. 1), то диаметр отверстия составляет 12,7 мм.
Окончательной операцией является опрессовка головки блока — проверка ее герметичности избыточным давлением воздуха в водяной ванне с подогревом.
Интенсивный нагрев в зоне сварки может привести к образованию трещин в месте ремонта. Поэтому металл наплавляют только в крайнем случае, когда нельзя использовать другие способы или предполагается замена этой дорогостоящей детали. Например, невозможно установить резьбовую вставку из-за трещины или небольшой толщины стенки между свечным отверстием и каналом охлаждения у двигателей с четырьмя и пятью клапанами на один цилиндр.
Установка вставки с опорным фланцем
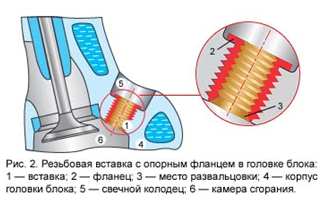
Головку блока цилиндров устанавливают на расточной или фрезерный станок. Рассверливанием свечного отверстия удаляют сорванную резьбу и нарезают новую для установки ремонтной резьбовой вставки.
Вставку изготавливают (как правило, из бронзы) на токарном станке. Внутри нарезают свечную резьбу, а если ее размерность М14х1,25, то наружную делают М18х1,25, но чаще используют наиболее распространенную М18х1,5. Технология изготовления фланцевых вставок из бронзы не может обеспечить их прочность при меньшем наружном диаметре.
Для отвода тепла от свечи вставка должна плотно «сидеть» в отверстии, поэтому ее наружная резьба имеет диаметр несколько больше номинального. На нее наносят бакелитовый лак и заворачивают в головку блока (рис. 2) с помощью свечи. Фиксируют деталь развальцовкой тонкого края вставки со стороны камеры сгорания.
При сверлении и нарезании резьбы вручную, без снятия головки блока с двигателя, невозможно обеспечить соосность нового и старого отверстий. В результате свечное отверстие может стать не пригодным к ремонту. К тому же трудно избежать попадания стружки в цилиндр и надежно зафиксировать вставку, исключив отворачивание ее вместе со свечой.
Из-за опорного фланца вставки свеча занимает нештатное положение, а использовать этот способ для ремонта головок с коническим уплотнением свечей не позволяют небольшие диаметры свечных колодцев.
Между бронзовой вставкой и алюминиевой головкой происходит процесс электрохимической коррозии, которая будет усиливаться за счет проникновения раскаленных газов из цилиндра. Это ограничивает срок службы головки, отремонтированной таким способом.
Установка резьбовой вставки с опорным фланцем возможна только на устаревших двигателях, у которых стенка между свечным отверстием и каналом охлаждения имеет достаточную толщину, а свечной колодец — подходящий диаметр.
Установка спиральной вставки
Чаще всего этот способ используют на снятой головке блока цилиндров, но, если позволяет диаметр, расположение и глубина свечного колодца, двигатель не разбирают.
Перед проведением операций необходимо проверить положения поршня и клапанов (в ремонтируемом цилиндре), чтобы обеспечить место для вворачивания инструмента.
Подготовку свечного отверстия производят комбинированным метчиком, который позволяет обойтись без металлорежущих станков. Если головка находится на двигателе, в углубления метчика закладывают пластичную смазку (например, «Литол») для удержания стружки.
Комбинированный метчик (фото 1) имеет две размерности — М14х1,25 под свечу и М16х1,25 под спиральную вставку. При заворачивании в поврежденное свечное отверстие метчик центрируется в нем и нарезает резьбу без перекоса.

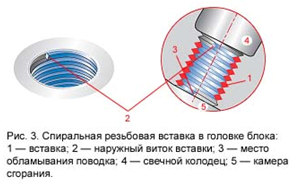
Вставка (см. фото 1) представляет собой проволочную пружинную спираль ромбического сечения с загнутым технологическим поводком. Внутренний диаметр и шаг спирали соответствуют резьбе свечи, а наружный — больше ремонтной резьбы для надежной фиксации. Например: при восстановлении резьбы М14х1,25 наружный диаметр спирали в свободном состоянии будет 16,4 мм.
Спиральную вставку вворачивают за технологический поводок специальным ключом. При этом спираль сжимается, уменьшается ее наружный диаметр, позволяя вставке встать в ремонтную резьбу. Установку ее производят со стороны свечного колодца до того момента, пока ее наружный виток не опустится на 0,5 мм ниже плоскости (рис. 3) под уплотнительное кольцо свечи. Затем специальным бородком срубают технологический поводок, а если головка расположена на двигателе, то его обламывают и удерживают длинногубцами, чтобы избежать попадания этой части резьбовой вставки в цилиндр.
При наличии соответствующих вставок и метчиков можно восстановить резьбу не только свечных отверстий (см. таблицу).
В нашей стране пружинные спиральные вставки применяют для ремонта резьбовых отверстий с начала 40-х годов прошлого столетия. Этим способом в настоящее время пользуются и за рубежом.
Установка самонарезной вставки
Головку блока цилиндров снимают с двигателя и в свечном отверстии нарезают ремонтную резьбу комбинированным метчиком М14х1,25 и 5/8″, близкую по размерам к М16х1,25 (фото 2).

Метчик заворачивают в отверстие на глубину, достаточную для срезания его разворачивающей частью (см. фото 2) вершин ремонтной резьбы, что обеспечивает начальный момент заворачивания вставки.
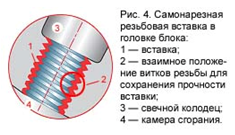
Технология изготовления вставки предусматривает определенное взаимное положение витков внутренней и наружной резьбы (рис. 4). Это позволяет без снижения прочности использовать наружную резьбу меньше, чем у вставки с опорным фланцем.
Диаметр наружных витков вставки — 16,5 мм, что примерно на 0,6 мм больше предварительно нарезанной резьбы, а на ее боковой поверхности сделаны три углубления, облегчающие процесс самонарезания.
При установке специальным приспособлением (см. фото 2) вставка нарезает резьбу своего диаметра и профиля, что обеспечивает надежную ее фиксацию (см. рис. 4). Герметичность соединения с головкой блока достигается применением термостойкого клея, который перед установкой наносят на наружную поверхность вставки. Направляющую втулку установочного приспособления (см. фото 2) можно снять только со стороны камеры сгорания, что и вынуждает демонтировать головку с двигателя.
Данный способ позволяет ремонтировать только отверстия для свечей с уплотнительным кольцом.
Установка вставки с фиксирующим пояском
Все операции выполняют не снимая головки блока с двигателя. Перед их проведением необходимо проверить положения поршня и клапанов (в ремонтируемом цилиндре), чтобы обеспечить место для вворачивания инструмента.
Ремонтную резьбу в поврежденном свечном отверстии нарезают комбинированным метчиком М14х1,25 и М17х1,25 (фото 3).

Для улавливания стружки углубления в теле метчика заполняют пластичной смазкой, которую после нарезания резьбы удаляют.
При изготовлении вставки ее внутреннюю и наружную резьбу нарезают определенным способом, не допускающим совмещения выступов и впадин профиля (рис. 5), что обеспечивает необходимую прочность детали. Установочное приспособление (см. фото 3) позволяет заворачивать вставку в глубокие свечные колодцы и легко демонтируется с внешней стороны головки блока. Герметичность обеспечивается термостойким клеем. Два наружных витка вставки имеют накатку (см. фото 3), которая надежно ее фиксирует (см. рис. 5) после развальцовки оправкой со специальным профилем (см.фото 3).

Данный способ позволяет ремонтировать отверстия как для свечей с уплотнительным кольцом, так и с коническим уплотнением.
(«Полезные страницы» выпуск 11, 2002)